WO1993002859A1 - Pouch for packaging flowable materials - Google Patents
Pouch for packaging flowable materials Download PDFInfo
- Publication number
- WO1993002859A1 WO1993002859A1 PCT/US1992/006582 US9206582W WO9302859A1 WO 1993002859 A1 WO1993002859 A1 WO 1993002859A1 US 9206582 W US9206582 W US 9206582W WO 9302859 A1 WO9302859 A1 WO 9302859A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ethylene
- pouch
- minutes
- less
- density
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a general shape other than plane
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C09J123/0815—Copolymers of ethene with aliphatic 1-olefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
- Y10T428/1345—Single layer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
- Y10T428/2826—Synthetic resin or polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
Definitions
- This invention relates to a pouch used in consumer packaging made from certain film structures useful for packaging flowable materials, for example liquids such as milk.
- U.S. Patent Nos.4,503,102 and 4,521 ,437 disclose the preparation of a polyethylene film for use in the manufacture of a disposable pouch for packaging of liquids such as milk.
- U.S. Patent No.4,503,102 discloses pouches made from a blend of a linear ethylene copolymer copolymerized from ethylene and an alpha-olefin at the C 4 to C 10 range and a ethyl ene-vinyI acetate polymer copolymerized from ethylene and vinyl acetate.
- the linear polyethylene copolymer has a density of from 0.916to 0.930 g/cm 3 and a melt index of from 0.3 to 2.0 g/10 minutes.
- the ethyl ene-vinyl acetate polymer has a weight ratio of ethylene to vinyl acetate from 2.2: 1 to 24: 1 and a melt index of from 0.2 to 10 g/10 minutes.
- the blend disclosed in U.S. Patent No.4,503,102 has a weight ratio of linear low density polyethylene to ethyl ene-vinyl acetate polymer of from 1.2: 1 to 4: 1.
- U.S. Patent No. 4,503,102 also discloses laminates having as a sealant film the aforementioned blend.
- U.S. Patent No.4,521,437 describes pouches made from a sealant film which is from 50 to 100 parts of a linear copolymer of ethylene and octene-1 having a density of from 0.916 to 0.930 g/cm 3 and a melt index of 0.3 to 2.0 g/10 minutes and from 0 to 50 parts by weight of at least one polymer selected from the group consisting of a linear copolymer of ethylene and a C 4 -C 10 -alpha-olefin having a density of from 0.916 to 0.930 g/cm 3 and a melt index of from 0.3 to 2.0 g/10 minutes, a high-pressure polyethylene having a density of from 0.916 to 0.924 g/cm 3 and a melt index of from 1 to 10 g/10 minutes and blends thereof.
- the sealant film disclosed in the U.S. Patent No. 4,521,437 is selected on the basis of providing (a) pouches with an M-test value substantially smaller, at the same film thickness, than that obtained for pouches made with film of a blend of 85 parts of a linear ethyl ene/butene-1 copolymer having a density of about 0.919 g/cm 3 and a melt index of about 0.75 g/10 minutes and 15 parts of a high pressure polyethylene having a density of about 0.918 g/cm 3 and a melt index of 8.5 g/10 minutes, or (b) an M(2)-test value of less than about 12 percent, for pouches having a volume of from greater than 1.3 to 5 liters, or (c) an M(1.3)-test value of less than about 5 percent for pouches having a volume of from 0.1 to 1.3 liters.
- the M, M(2) and M(1.3)- tests are defined pouch drop tests in U.S. Patent No.4,5
- the polyethylene pouches known in the prior art have some deficiencies.
- the problems associated with the prior art known films relate to the sealing properties and performance properties of the film for preparing pouches.
- prior art films made into pouches have a high incident of "leakers", i.e., seal defects sach as pinholes which develop at or near the seal in which flowable material, for example milk, escapes from the pouch.
- the seal and performance properties of the prior art films have been satisfactory, there is still a need in the industry for better seal and performance properties in films for manufacture of hermetically sealed pouches containing flowable materials. More particularly, there is a need for improved sealing properties of the film such as hot tack and heat seal initiation temperature in order to improve the processability of the film and to improve pouches made from the films.
- the line speed of known packaging equipment used for manufacturing pouches such as form, fill and seal machines, is currently limited by the sealing properties of the film used in the machines.
- Prior art polyethylene films have high hot tack seal initiation temperatures and a narrow sealing range. Therefore, the speed at which a form, fill and seal machine can produce a pouch is limited and, thus, the number of pouches produced on a form, fill and seal machine is limited. If the heat seal temperature range, where one could obtain strong seals, is broadened, then the speed of a form, fill and seal machine can be increased and, thus, the number of pouches produced can be increased. Until the present invention, many have attempted to broaden the heat seal temperature range of pouch film without success.
- One aspect of the present invention is directed to a pouch for the packaging of liquid consumer products, said pouch made from a film structure including at least one layer of an ultra low density polyethylene being a linear ethylene copolymer interpoiymerized from ethylene and at least one alpha-olefin in the range of C 3 -C 10 and having (1) a density of less than about 0.915 g/cm 3 , (2) a melt index of less than about 10.0 g/10 minutes and (3) (i) a hot tack or heat seal initiation temperature of less than about 100°C at a force of at least about 1 N/inch (39.4 N/m) or (ii) achieving a hot tack strength of at least 1 N/inch (39.4 N/m) at a seal bar temperature of about 110°C and at less than about 0.2 seconds using the DTC Hot Tack
- One embodiment of the present invention is a pouch made from a two-layer coextruded film containing an outer layer of linear low density polyethylene and an inner seal layer of the aforementioned ultra low density linear polyethylene.
- Another embodiment of the present invention is a pouch made from a three- layer coextruded film containing an outer layer and a core layer of linear low density polyethylene and an inner seal layer of the aforementioned ultra low density linear polyethylene.
- Another aspect of the present invention is a process for preparing the aforementioned pouch.
- the film structures for the pouches of the present invention have a better seal at lower sealing temperatures and shorter dwell times than currently obtainable with commercially available film.
- Use of the films for making pouches of the present invention in form, fill and seal machines leads to machine speeds higher than currently obtainable with the use of commercially available film.
- Figure 1 shows a perspective view of a pouch package of the present invention.
- Figure 2 shows a perspective view of another pouch package of the present invention.
- Figure 3 shows a partial, enlarged cross-sectional view of the film structure of a pouch of the present invention.
- Figure 4 shows another partial, enlarged cross-sectional view of another embodiment of the film structure of a pouch of the present invention.
- Figure 5 shows yet another partial, enlarged cross-sectional view of another embodiment of the film structure of a pouch of the present invention.
- Figures 6-8 are graphical illustrations of hot tack strength of various film structures versus temperature.
- Figures 9-11 are graphical illustrations of hot tack strength of various film structures versus sealing time.
- Figures 12-14 are graphical illustrations of heat seal strength of various film structures versus temperature.
- Figures 15-17 are graphical illustrations of heat seal strength of various film structures versus sealing time.
- the pouch of the present invention for example as shown in Figures 1 and 2, for packaging flowable materials is manufactured from a monolayer film structure of a polymeric seal layer which is a polyethylene film layer, preferably, a polyethylene referred to hereinafter as "ultra low density polyethylene" ("ULDPE").
- ULDPE ultra low density polyethylene
- ATTANE TM Trademark of and commercially available from The Dow Chemical Company.
- the ULDPE of the present invention is generally a linear copolymer of ethylene with at least one ⁇ -olef in having from 3 to 10 carbon atoms, for example, the ULDPE maybe selected from ethylene-1-propylene, ethylene-1-butene, ethylene-1-pentene, ethylene-4-methyl-1-pentene, ethylene-1-hexene, ethylene-1-heptene, ethyl ene-1-octene and ethylene-1-decene copolymers, preferably ethyfene-1-octene copolymer.
- the polymeric seal layer has a density of less than about 0.915 g/cm 3 , preferablyfrom 0.89to 0.915g/cm 3 ; generally has a melt index of less than about 10 g/10 minutes, preferably from 0.1 to 10 g/10 minutes; more preferably from 0.5 to 5.0 g/10 minutes; and generally has an indicator of molecular weight distribution (I 10 /l 2 ) of less than about 20, preferably from 5 to 20, more preferably from 7 to 20 and even more preferably from 6 to 18.
- I 10 /l 2 indicator of molecular weight distribution
- the thickness of the seal layer may be from at least about 0.1 mil (2.5 microns) and greater, preferably from 0.2 mil (5 microns) to 10 mil (254 microns) and more preferably from 0.4 mil (10 microns) to 5 mil (127 microns).
- a surprising feature of the pouch's film structure of the present invention is the film's broad heat sealing range.
- the heat sealing range of the film structure can be from 70°Cto 140°Cand preferably from 75°Cto 130°C. It has been found that the seal layer of the present invention has a broader heat seal range than prior art polyethylene film having higher densities.
- a broad heat sealing range is important to allow for more flexibility in the heat sealing process used for making pouches from the film structure.
- the film structure of the present invention achieves a hottack strength of at least about 1 N/inch (39.4 N/m) at a seal bar temperature of about 110°C and at less than about 0.2 seconds using the DTC Hot Tack Strength Method defined hereinbelow or achieves a heat seal strength of at least 1 1b f /inch (175 N/m) at a seal bar temperature of about 110°C and at less than 0.25 seconds using the DTC Heal Seal Strength Method defined hereinbelow.
- the film structure of the present invention also has a hottack or heat seal initiation temperature of less than about 100°C at a force of at least about 1 N/inch (39.4 N/m). It has been found that a seal made with the seal layer of the present invention has a higher strength at lower sealing temperatures than seals with a prior art polyethylene having higher densities. A high heat seal strength at low temperatures is important to allow conventional packaging equipment such as a vertical form, fill and seal machine to run at faster rates and to produce pouches with fewer leakers.
- ULDPE in a film structure for pouches of the present invention (1) provides a pouch that can be fabricated at a fast rate through a form, fill and seal machine and (2) provides a pouch package having few leakers, particularly when the pouch of the present invention is compared to pouches made with linear low density polyethylene, low density polyethylene or a combination thereof.
- Another embodiment of the present invention includes a pouch made from a blend of (a) from 10to 100 percent byweight of at least one linear ethylene copolymer interpolymerized from ethylene and at least one alpha-olefin in the range of C 3 -C 10 and having a density of less than about 0.915 g/cm 3 and a melt index of less than about 10.0 g/10 minutes, and (b) from 0 to 90 percent by weight of at least one polymer selerted from the group consisting of a linear copolymer of ethylene and a C 3 -C 18 -alpha-olefin having a density of greater than about 0.916 g/cm 3 and a melt index of from 0.1 to 10 g/10 minutes, a high- pressure low-density polyethylene having a density of from 0.916to 0.930 g/cm 3 and a melt index of from 0.1 to 10 g/10 minutes and an ethyl ene-vinyl acetate (EVA
- the film structure of the pouch of the present invention also includes a multilayer or composite film structure 30, preferably containing the above-described polymeric seal layer being the inner layer of the pouch.
- the multilayer film structure for the pouch of the present invention may contain various combination of film layers as long as the seal layer forms part of the ultimate film structure.
- the multilayer film structure for the pouch of the present invention may be a coextruded film, a coated film or a laminated film.
- the film structure also includes the seal layer in combination with a barrier film such as polyester, nylon, EVOH, polyvinylidene dichloride (PVDC) such as SARAN TM (Trademark of The Dow Chemical Company) and metallized films.
- PVDC polyvinylidene dichloride
- SARAN TM Trademark of The Dow Chemical Company
- the end use for the pouch tends to dictate, in a large degree, the selection of the other material or materials used in combination with the seal layer film.
- the pouches described herein will refer to seal layers used at least on the inside of the pouch.
- the film structure 30 for the pouch of the present invention comprises an ultra low density polyethylene seal layer 31 and at least one polymeric outer layer 32.
- the polymeric outer layer 32 is preferably a polyethylene film layer, more preferably a polyethylene referred to hereinafter as "linear low density polyethylene" (“LLDPE").
- LLDPE linear low density polyethylene
- An example of a commercially available LLDPE is DOWLEX TM 2073 (Trademark of and commercially available from The Dow Chemical Company).
- the LLDPE is generally a linear copolymer of ethylene and a minor amount of an alpha-olefin having from 3 to 18 carbon atoms, preferably from 4 to 10 carbon atoms and most preferably 8 carbon atoms.
- the LLDPE for the outer layer 32 general ly has a density of greater than 0.916 g/cm 3 . more preferably from 0.916 to 0.935 g/cm 3 , more preferably from 0.918 to 0.926 g/cm 3 ; generally has a melt index of from 0.1 to 10 g/10 minutes, preferably from 0.5 to 2 g/10 minutes; and generally has an I 10 /I 2 ratio offrom 5 to 20, preferably from 7to 20.
- the thickness of the outer layer 32 may be any thickness so long as the seal Iayer 31 has a minimum thickness of about 0.1 mil (2.5 microns).
- film structure 30 for the pouch of the present invention comprises the polymeric layer 32 sandwiched between two polymeric seal layers 31.
- Still another embodiment of the film structure 30 for the pouch of the present invention comprises at least one polymeric corerlayer 33 between at least one polymeric outer layer 32 and at least one polymeric seal layer 31.
- the polymeric layer 33 may be the same LLDPE film layer as the outer layer 32 or preferably a different LLDPE, and more preferably an LLDPE, for example DOWLEX TM 2049 (Trademark of and commercially available from The Dow Chemical Company) that has a higher density than the outer layer 32.
- the thickness of the core layer 33 may be any thickness so long as the seal layer 31 has a minimum thickness of about 0.1 mil (2.5 microns).
- Yet another embodiment (not shown) of the film structure for the pouch of the presentinvention can beastructure including a seal layer 31 and another polyethylene film layer referred to hereinafter as "high pressure low-density polyethylene" ("LDPE").
- the LDPE layer generally has a density offrom 0.916 to 0.930 g/cm 3 and has a melt index of from 0.1 to 10 g/10 minutes.
- the thickness of the LDPE layer may be any thickness so long astheseal layer 31 has a minimum thickness of about 0.1 mil (2.5 microns).
- Still another embodiment (not shown) of the film structure for the pouch of the present invention can be a structure including a seal layer 31 and a layer of EVA copolymer having a weight ratio of ethylene to vinyl acetate from 22: 1 to 24:1 and a melt index offrom 0.2 to 20 g/10 minutes.
- the thickness of the EVA layer may be any thickness so long as the seal Iayer 31 has a minimum thickness of about 0.1 mil (2.5 microns).
- the ultimate film thickness of the final film product used for making the pouch of the present invention is from 0.5 mil (12.7 microns) to 10 mils (254 microns), preferably from 1 mil (25.4 microns) to 5 mils (127 microns); more preferably from 2 mils (50.8 microns) to 4 mils (100 microns).
- Additives known to those skilled in the art, such as anti-block agents, slip additives, UV stabilizers, pigments and processing aids may be added to the polymers from which the pouches of the present invention are made.
- the film structure forthe pouches of the present invention has design flexibility. Different LLDPE can be used in the outer and core layers to optimize specific film properties such asfilm stiffness. Thus, the film can be optimized for specificapplications such as for a vertical form, film and seal machine.
- the polyethylene film structure used to make a pouch of the present invention is made by either the blown tube extrusion method or the cast extrusion method, methods well known in the art.
- the blown tube extrusion method is described, for example, in Modern Plastics Mid-October 1989 Encyclopedia Issue, Volume 66, Number 11, pages 264 to 266.
- the cast extrusion method is described, for example, in Modern Plastics Mid-October 1989
- Embodiments of the pouches of the present invention are hermetically sealed containers filled with "flowable materials".
- flowable materials it is meant, materials which are flowable under gravity or which may be pumped, but the term “flowable materials” does not include gaseous materials.
- the flowable materials include liquids for example milk, water, fruit juice, oil; emulsions for example ice cream mix, soft margarine; pastes for example meat pastes, peanut butter; preservers for example jams, pie fillings marmalade; jellies; doughs; ground meat for example sausage meat; powders for example gelatin powders, detergents; granular solids for example nuts, sugar; and like materials.
- the pouch of the present invention is particularly useful for liquid foods for example milk.
- the flowable material may also include oleaginous liquids for example, cooking oil or motor oil.
- the film structure for the pouch of the present invention is made, the film structure is cut to the desired width for use in conventional pouch-forming machines.
- the embodiments of the pouch of the present invention shown in Figures 1 and 2 are made in so- called form, fill and seal machines well known in the art.
- a pouch 10 being a tubular member 11 having a longitudinal lap seal 12 and transverse seals 13 such that, a "pillow-shaped" pouch is formed when the pouch is filled with flowable material.
- a pouch 20 being a tubular member 21 having a peripheral fin seal 22 along three sides of the tubular member 11, that is, the top seal 22a and the longitudinal side seals 22b and 22c, and having a bottom substantially concave or "bowl-shaped” member 23 sealed to the bottom portion of the tubular seal 21 such that when viewed in cross-section, longitudually, substantially a semi-circular or “bowed-shaped” bottom portion is formed when the pouch is filled with flowable material.
- the pouch shown in Figure 2 is the so-called “Enviro-Pak" pouch known in the art.
- the pouch manufactured according to the present invention is preferably the pouch shown in Figure 1 made on so-called vertical form, fill and seal (VFFS) machines well known in the art.
- VFFS vertical form, fill and seal
- Examples of commercially available VFFS machines include those
- VFFS machine is described in the following reference: F. C. Lewis, "Form-Fill-Seal," Packaging Encyclopedia, page 180, 1980.
- a sheet of the plastic film structure described herein is fed into a VFFS machine where the sheet is formed into a continuous tube in a tube-forming section.
- the tubular member is formed by sealing the longitudinal edges of the film together - either by lapping the plastic film and sealing the film using an inside/outside seal or by fin sealing the plasticfilm using an inside/inside seal.
- a sealing bar seals the tube transversely atone end being the bottom of the "pouch", and then the fill material, for example milk, is added to the "pouch.”
- the sealing bar then seals the top end of the pouch and either burns through the plasticfilm or cuts the film, thus, separating the formed completed pouch from the tube.
- the process of making a pouch with a VFFS machine is generally described in U.S. Patent Nos.4,503,102 and 4,521 ,437 incorporated herein by reference.
- the capacity ofthe pouches of the presentinvention may vary.
- the pouches may contain from 5 millilitersto 10 liters, preferably from 1 milliliterto 8 liters, and more preferably from 1 millil ⁇ ter to 5 liters of flowable material.
- the film structure for the pouch ofthe present invention has precisely controlled strength.
- the use ofthe film structure described in the present invention for making a pouch results in a stronger pouch, and, therefore, more preferably, the pouch contains fewer use- related leakers.
- the use ofthe ULDPE seal layer ofthe present invention in a two orthree-layer coextruded film product will provide a film structure that can be used for making pouches at a faster rate in the VFFS and such pouches produced will contain fewer leakers.
- the pouches ofthe present invention have excellent performance results when tested by the Milk Pouch Drop Test and Step Stair Drop Test-tests which are defined herein. Under the Step Stair Drop Test, the pouches preferably have a "50 percent failure height" of greater than about 10 feet (3.0 m) and more preferably greater than about 13 feet (4 m).
- the pouches ofthe present invention preferably have a failure rate of less than about 10 percent and more preferably less than about 7 percent.
- the polyethylene pouch of the present invention is a good alternative.
- the use ofthe polyethylene pouch for packaging consumer liquids such as milk has its advantages over containers used in the past: the glass bottle, paper carton, and high density polyethylene jug.
- the previously used containers consumed large amounts of natural resources in their manufacture, required a significant amount of space in landfill, used a large amount of storage space and used more energy in temperature control ofthe product (due to the heat transfer properties ofthe container).
- the polyethylene pouch ofthe present invention made of thin polyethylene film, used for liquid packaging, offers many advantages overthe containers used in the past.
- the polyethylene pouch (1) consumes less natural resources, (2) requires less space in a landfill, (3) can be recycled, (4) can be processed easily, (5) requires less storage space, (6) uses less energy for storage (heat transfer properties of package), (7) can be safely incinerated and (8) can be reused, for example, the empty pouch can be used for other applications such as freezer bags, sandwich bags, and general purpose storage bags.
- Erucamide, a slip agent; SiO 2 , an antiblock agent; and a processing aid were added to each of the resins described in Table I such that the final concentrations ofthe additives were as follows: 1200 ppm Erucamide; 2500 ppm SiO 2 (4000 ppm for the ULDPE coextruded products); and 900 ppm processing aid. Film structures were made at 2 mil (50.8 microns) and 3 mil (76.2 microns) target thickness.
- Film structures produced were subjected to physical testing to determine its various properties including:
- the present invention is illustrated by the following examples but is not to be limited thereby.
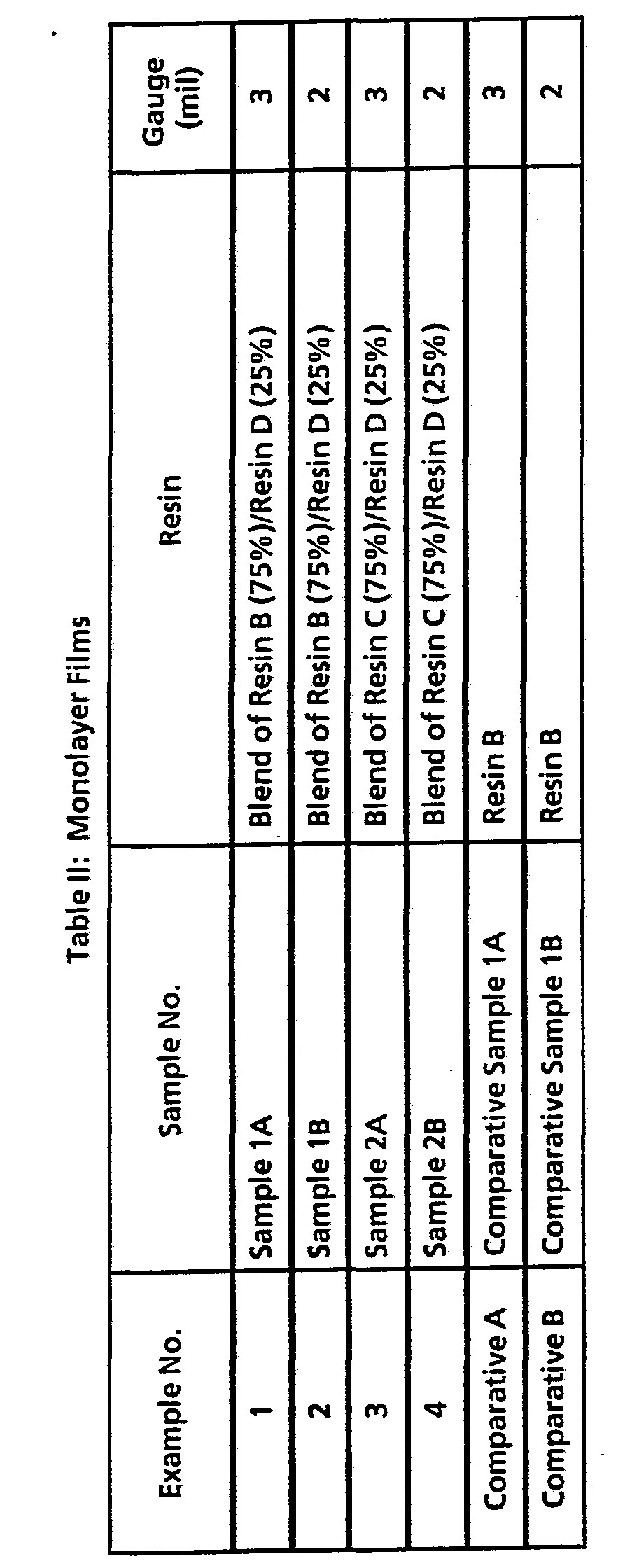
- Film samples described in Table II were made as a monolayer using a Macro blown film line.
- the extruder was 2-1/2 inches (6.4 cm) in diameter and had a 24: 1 L/D and a barrier screw with a Maddock mixing head.
- a 6 inch (15.2 cm) diameter die was used with a 40 mil (1,016 microns) die gap for the manufacture of the test films.
- the monolayer films shown in Table II were produced in the Macro blown film line using the following fabrication conditions:
- Comparative Sample 3 in Table VI is SCLAIRFILM SM-3 film (herein SM-3 Film) commercially available from DuPont Canada. Two 24-centi meters diameter x 38 centimeters x 3 mil (76.2 microns) rolls of SM-3 Film were tested concurrently with the fabricated films of the present invention as in Examples 5-24. A publication by DuPont Canada discloses that SM-3 Film has a density of 0.918 g/cm 3 .
- the pouches may be subjected to a wide variety of abuses. These include dropping ofthe pouch on the floor, dropping objects onto the pouch, picking the pouch up from one end and poking it with fingers or other objects. Performance Tests- puncture, dart drop test, Elmendorf tear and tensile-are intended to duplicate the type of abuse that the pouches would encounter during normal use. In general, the properties ofthe film structure forthe pouches ofthe present invention were as good, and in some cases better than, the properties of prior art films.
- the coefficient of friction (COF) property ofthe films generally ranged from 0.10 to 0.30.
- the film In order for a film to properly move over the forming collars in a vertical form, fill and seal machine, the film is required to have a specific COF range. If the COF is high, the film may be too tacky for the VFFS to pull the film over the forming collar. If the COF is low, the film may be too slippery and the pull belts may not be able to grip the film to pull it.
- the process of coextrusion advantageously allows for varying slip properties between the inside and outside ofthe film by varying the slip concentration in the independent film layers.
- the "2 percent secant modulus" property ofthe film structures is a measure of film stiffness.
- the stiffness of the film structures (2 percent secant modulus) is measured according to the method of ASTM-D882.
- a specific amount of stiffness in a film is required for use of the film for producing pouches. If too much stiffness is present in the film, the film could experience too much fold when pulled over the edge of the forming collar and forming tube of a VFFS. Excessive stiffness can cause the film to "hang-up" in the VFFS. On the other hand, if enough stiffness is not present in the film consumer problems are inevitable. For example, in milk packaging, a pouch is usually placed inside of a support container which holds the pouch upright with
- the film structures forthe pouches ofthe present invention advantageously have precisely controlled stiffness which is required forthe film structure to run through a VFFS.
- the stiffness ofthe film structure ofthe present invention is from 1,400 MPa machine direction (MDJ/1600 MPa cross direction (CD) to 2,100 MPa MD/2,500 MPa CD and preferably from 1,412 MPa MD/1,615 MPa CD to 2,050 MPa MD/2,358 MPa CD. If the film lacks stiffness, the film may become "bunched" inthe corners ofthe VFFS unit If the film is too stiff, the film will not bend properly forthe sealing of longitudinal edges.
- the stiffness ofthe strurture can be changed by using different polyethylene layers.
- the stiffness ofthe film could be altered.
- film Sample 7A had a MD 2 percent secant value of 1,891 MPa and film Sample 8A had a MD 2 percent secant value of 1,593 MPa.
- U LDPE as the sealing layer in a film structure forthe pouch ofthe present invention allows for the development of a designed structure with the appropriate amount of tear resistance, dart impact resistance, elongation and stiffness (2 percent secant).
- the hot tack strength ofthe 3 mil (76.2 microns) films was measured using the "DTC Hot Tack Test Method.”
- the "DTC Hot Tack Test Method” is a test method which measures the force required to separate a heat seal before the seal has had a chance to fully cool (crystallize). This simulates the filling of material into a pouch before the seal has had a chance to cool.
- the "DTC Hot Tack Test Method” is a test method using a DTC Hot Tack Tester Model #52D according to the following conditions:
- Hot Tack T i The "Hot Tack Seal Initiation Temperature" (Hot Tack T i ) shown in Table VIII is the lowest temperature at which a seal is formed. A seal force of 1.0 N/inch (39.4 N/m) was selected as the force required to form an adequate seal, and therefore, Hot Tack T i is found at a force of 1.0 N/inch (39.4 N/m).
- a low Hot Tack T i and a broad heat seal range is important for VFFS packaging.
- a low initiation temperature and a broad heat seal range allows the VFFS machine to run at faster line speeds by allowing the sealing jaws ofthe VFFS to close for short periods of time while still obtaining an adequate heat seal.
- the Hot Tack T i for 3 mil (76.2 microns) films in Table VIII shows that the coextruded films with Resin E in the seal layer showed the lowest Hot Tack T i (76.5°C) followed by films with Resin D in the sealing layer (86°C).
- the 3-layerand 2-layer coextruded films with an ULDPE in the sealing layer had the lowest temperature (105°C) at which the highest hot tack strength was achieved.
- Figures 6-8 illustrate the Hot Tack Seal Initiation Temperature and the temperature at which the maximum Hot Tack Strength was achieved for various film samples.
- the temperature between Hot Tack T i and the temperature of maximum Hot Tack Strength indicates the size ofthe hottack sealing range.
- Figures 6-8 shows that films with ULDPE as the sealing layer have a much larger sealing range than the LLDPE and/or LLDPE/LDPE blend films.
- Example 2 was carried out using the DTC Hot Tack Test Method described in Example 25 except that the temperature was held constant at 110°Cand the sealing time was varied from 0.1 second to 1 second. Only 3 mil (76.2 microns) films were tested.
- Tables VIll and IX show that fiIms made with U LDPE in the sealing Iayer have higher hot tack strengths for shorter sealing times than the comparative samples tested at 110°C.
- the heat seal strength of the 3 mil (76.2 microns) films was measured using the "DTC Heat Seal Strength Test Method.”
- the "Heat Seal Strength Test Method” is a test method which measures the force required to separate a seal after the material has cooled to 23°C temperature. The film samples were exposed to a relative humidity of 50 percent and a temperature of 23°C for a minimum of 24 hours prior to testing.
- the "DTC Heat Seal Strength Test Method” is a test method using a DTC Hot Tack Tester Model #52D, wherein the heat seal portion ofthe tester is used, according to the following conditions:
- the seal strength of the film samples was determined using an Instron Tensile Tester Model #1122 according to the following test conditions:
- the monolayer films were tested inside/inside, while the coextruded films were tested inside/inside and inside/outside.
- Heat Seal T i The “Heat Seal Initiation Temperature” (“Heat Seal T i ”) shown in Table X is the lowest temperature at which a seal is formed. A seal force of 1.0 Ibf/inch (175 N/m) was selected as the force required to form an adequate seal, and therefore, Heat Seal T i is found at a force of 1.0 lb/in (175 N/m).
- a low Heat Seal T i and a broad heat seal range is important for VFFS packaging.
- a low initiation temperature and a broad heat seal range allows the VFFS machine to run at faster line speeds by allowing the sealing jaws of the VFFS to close for short periods of time while still obtaining an adequate heat seal.
- the films with Resin E in the sealing layer had the lowest Heat Seal T i and the LLDPE had the highest Heat Seal T i .
- the Heat Seal T i results were very similar to the Hot Tack T i results.
- Example 2 was carried out using the DTC Hot Seal Test Method described in Example 27 except that the temperature was held constant at 110°C and the sealing time was varied from 0.1 second to 1 second. Only 3 mil (76.2 microns) films were tested.
- the heat seal portion of the DTC Hot Tack #52 D Tester Model was used.
- the conditions on the DTC Hot Tack Tester Model #52D were as follows:
- the seal strength was determined using an Instron Tensile Tester Model No. 1122. The film samples were exposed to a relative humidity of 50 percent and a temperature of 23°C for a minimum of 24 hours prior to testing. The following were the test conditions:
- Examples 25-28 illustrate that the use of ULDPE in the sealing layer of a film structure ofthe present invention is found to significantly increase the heat seal and hot tack range. The wider range of heat seal and hot tack would allow for faster line speeds on a VFFS unit.
- a Hayssen Ultima VFFS unit was used to make 2L water-filled pouches with a lay flatdimension of 7 inches (17.8 centimeters) x 12.5 inches (31.8 centimeters) for drop testing.
- the following conditions were used on the Hayssen Ultima VFFS unit: Model Number: RCMB2-PRA
- Registration rolls on from 5° to 135°
- a Pro/Fill 3000 liquid filler was attached to the VFFS.
- the settings on the Pro/Fill 3000 were:
- the number of pouches tested by the Milk Pouch Drop Test is shown in Table XII.
- the number of pouches tested by the Step Stair Drop Test was 25 for all samples.
- the SM-3 Film was found to have a "50 percent failure height" of about 9.1 feet (2.73 m) as shown in Table XII.
- the 3 mil (76.2 microns) films made with ULDPE had "50 percent failure heights" greaterthan 13 feet (4 m). Since 13 feet (4 m) was the maximum height that the pouches could be safely dropped, 25 pouch samples were dropped from a height of 13 feet (4 m) and the percent failure at 13 feet (4 m) was determined.
- the 2 mil (50.8 microns) LLDPE/LDPE pouch (Comparative Sample 2B) had the lowest "50 percent failure height", while the ULDPE coextruded films had higher "50 percent failure heights”. All of the film failures were film related as opposed to seal related.
- Example 29 shows that water filled pouches made with ULDPE in the sealing layer are found to have a low failure rate in the Milk Pouch Drop Test, and a high "50 percent failure height" in the Step Stair Drop Test.
- coextruded films forthe pouches of the present invention having a heat seal layer comprised of an ULDPE provide a broader sealing range for pouch conversion and provide physical properties in finished pouches such that the pouches have a reduced failure rate.
Abstract
Description

















Claims
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP5503856A JPH06510310A (en) | 1991-08-09 | 1992-08-07 | Pouch for packaging flowable substances |
| CA002113455A CA2113455C (en) | 1991-08-09 | 1992-08-07 | Pouch for packaging flowable materials |
| DE69228935T DE69228935T2 (en) | 1991-08-09 | 1992-08-07 | BAG FOR PACKING LIQUID MATERIAL |
| EP92917586A EP0598017B1 (en) | 1991-08-09 | 1992-08-07 | Pouch for packaging flowable materials |
| AU24363/92A AU668879B2 (en) | 1991-08-09 | 1992-08-07 | Pouch for packaging flowable materials |
| FI940569A FI940569A (en) | 1991-08-09 | 1994-02-08 | Bag for packing flowing materials |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US742,800 | 1991-08-09 | ||
| US07/742,800 US5288531A (en) | 1991-08-09 | 1991-08-09 | Pouch for packaging flowable materials |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1993002859A1 true WO1993002859A1 (en) | 1993-02-18 |
Family
ID=24986275
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1992/006582 WO1993002859A1 (en) | 1991-08-09 | 1992-08-07 | Pouch for packaging flowable materials |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US5288531A (en) |
| EP (1) | EP0598017B1 (en) |
| JP (1) | JPH06510310A (en) |
| AU (1) | AU668879B2 (en) |
| CA (1) | CA2113455C (en) |
| DE (1) | DE69228935T2 (en) |
| ES (1) | ES2132126T3 (en) |
| FI (1) | FI940569A (en) |
| NZ (1) | NZ243873A (en) |
| WO (1) | WO1993002859A1 (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995000587A1 (en) * | 1993-06-24 | 1995-01-05 | The Dow Chemical Company | Pouch for packaging flowable materials |
| WO1995010566A1 (en) * | 1993-10-14 | 1995-04-20 | Dupont Canada Inc. | Pouches of ethylene copolymer film containing a flowable material |
| WO1995025141A1 (en) * | 1994-03-15 | 1995-09-21 | Exxon Chemical Patents Inc. | Polymers blends, films and articles thereof |
| EP0701897A2 (en) | 1994-09-16 | 1996-03-20 | W.R. Grace & Co.-Conn. | Thermoplastic multilayer film for use in packaging water |
| EP0707956A1 (en) * | 1994-10-13 | 1996-04-24 | The Procter & Gamble Company | Multilayer materials for making packages |
| WO1997002948A1 (en) * | 1995-07-07 | 1997-01-30 | Tetra Laval Holdings & Finance S.A. | Multilayer film material and pouches made from the material |
| WO1998018620A1 (en) * | 1996-10-29 | 1998-05-07 | Cryovac , Inc. | Rf-sealable pillow pouch |
| WO1998029249A1 (en) * | 1996-12-26 | 1998-07-09 | Dupont Canada Inc. | Films having improved sealing properties |
| EP0865361A1 (en) * | 1995-12-05 | 1998-09-23 | The Dow Chemical Company | Novel pouches for packaging flowable materials in pouches |
| EP0866744A1 (en) * | 1995-10-06 | 1998-09-30 | The Dow Chemical Company | Novel pouches for packaging flowable materials |
| EP0743902B2 (en) † | 1994-02-08 | 2005-12-21 | Liqui-Box Canada Inc. | Multilayer ethylene copolymer film |
| EP2365990A2 (en) * | 2008-11-03 | 2011-09-21 | SK Energy Co., Ltd. | Ethylene copolymer with improved impact resistance |
Families Citing this family (94)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1018423B1 (en) * | 1993-01-29 | 2003-05-28 | American National Can Company | Tough heat shrinkable film structures |
| US5998019A (en) | 1993-11-16 | 1999-12-07 | Baxter International Inc. | Multi-layered polymer structure for medical products |
| EP0759047A1 (en) * | 1994-05-09 | 1997-02-26 | The Dow Chemical Company | Medium modulus film and fabrication method |
| US5614297A (en) * | 1994-05-19 | 1997-03-25 | Viskase Corporation | Polyolefin stretch film |
| US5792534A (en) | 1994-10-21 | 1998-08-11 | The Dow Chemical Company | Polyolefin film exhibiting heat resistivity, low hexane extractives and controlled modulus |
| US6297046B1 (en) | 1994-10-28 | 2001-10-02 | Baxter International Inc. | Multilayer gas-permeable container for the culture of adherent and non-adherent cells |
| US5935847A (en) | 1994-10-28 | 1999-08-10 | Baxter International Inc. | Multilayer gas-permeable container for the culture of adherent and non-adherent cells |
| BR9506531A (en) * | 1994-11-22 | 1997-09-16 | Baxter Int | Flexible plastic formulation foldable flexible container process of storing blood component> multilayer laminate film and container |
| US5645913A (en) * | 1995-03-02 | 1997-07-08 | W. R. Grace & Co.-Conn. | Film and pouch with patch of high elongation |
| US5576038A (en) * | 1995-03-10 | 1996-11-19 | James River Paper Company, Inc. | Liquid packaging film |
| US6391404B1 (en) | 1995-06-07 | 2002-05-21 | Baxter International Inc. | Coextruded multilayer film materials and containers made therefrom |
| US6024220A (en) | 1995-06-07 | 2000-02-15 | Baxter International Inc. | Encapsulated seam for multilayer materials |
| JPH11510849A (en) * | 1995-08-15 | 1999-09-21 | フイリツプス ピトローリアム カンパニー | Film made of metallocene catalyzed polyethylene |
| TW421626B (en) * | 1995-09-12 | 2001-02-11 | Dow Chemical Co | Pouches for packaging flowable materials |
| US5911665A (en) * | 1996-04-03 | 1999-06-15 | Tetra Laval Holdings & Finance Sa | Fatigue crack resistant liquid packaging pouch |
| WO1998000286A1 (en) * | 1996-07-03 | 1998-01-08 | Baxter International Inc. | Method of sealing a port tube in a container |
| US5843540A (en) * | 1996-11-15 | 1998-12-01 | Tetra Laval Holdings & Finance, S.A. | Multi-layer flexible container for flowable materials |
| WO1998034844A1 (en) | 1997-02-11 | 1998-08-13 | The Dow Chemical Company | Pouches for packaging flowable materials |
| US6319989B1 (en) * | 1997-07-21 | 2001-11-20 | The Dow Chemical Company | Broad MWD, compositionally uniform ethylene interpolymer compositions, process for making the same and article made therefrom |
| US6416833B1 (en) | 1997-08-22 | 2002-07-09 | Dupont Canada Inc. | Interpolymer film pouch |
| US6183460B1 (en) | 1998-01-22 | 2001-02-06 | Baxter International Inc. | Multi-use solution container having flaps |
| JPH11222244A (en) * | 1998-02-02 | 1999-08-17 | Hosokawa Yoko:Kk | Pharmaceutical and medical gusset bag |
| DE29812038U1 (en) * | 1998-03-14 | 1998-09-24 | Moeller Karl Heinz | Grocery bag |
| WO2000011074A1 (en) * | 1998-08-21 | 2000-03-02 | Dupont Canada Inc. | Liquid packages having improved leaker frequency performance |
| US6237308B1 (en) | 1999-05-14 | 2001-05-29 | Glopak Inc. | High-speed pouch forming, sealing and filling machine, method of operation, and multi-layer film therefore |
| US6342123B1 (en) | 1999-09-03 | 2002-01-29 | Blake M. Rees | Method and apparatus for forming heat seals with films |
| US6548572B1 (en) | 1999-12-07 | 2003-04-15 | Dupont Canada Inc. | Surface printing inks and coatings for use |
| US6497676B1 (en) * | 2000-02-10 | 2002-12-24 | Baxter International | Method and apparatus for monitoring and controlling peritoneal dialysis therapy |
| US6479137B1 (en) | 2000-05-09 | 2002-11-12 | Exxon Mobil Oil Corporation | Controlled directional tear laminates |
| US6403717B1 (en) | 2000-07-12 | 2002-06-11 | Univation Technologies, Llc | Ethylene inter-polymer blends |
| US20030077466A1 (en) * | 2001-10-19 | 2003-04-24 | Smith Sidney T. | Multilayered polymer structure |
| US6737130B2 (en) | 2001-11-06 | 2004-05-18 | Cryovac, Inc. | Hermetically heat-sealable, pressure-reclosable packaging article containing substantially spherical homogeneous polyolefin |
| US6733851B2 (en) | 2001-11-06 | 2004-05-11 | Cryovac, Inc. | Packaging article having heat seal layer containing blend of hyperbranched and semicrystalline olefin polymers |
| US6761965B2 (en) | 2001-11-06 | 2004-07-13 | Cryovac, Inc. | Irradiated multilayer film having seal layer containing hyperbranched polymer |
| US20030125662A1 (en) * | 2002-01-03 | 2003-07-03 | Tuan Bui | Method and apparatus for providing medical treatment therapy based on calculated demand |
| US6957915B2 (en) * | 2002-03-21 | 2005-10-25 | Hb Creative Llc | Standup bag and method of manufacturing same |
| CA2490889C (en) * | 2002-06-27 | 2009-04-14 | Pliant Corporation | Lap sealable film with a peel layer |
| US7238164B2 (en) * | 2002-07-19 | 2007-07-03 | Baxter International Inc. | Systems, methods and apparatuses for pumping cassette-based therapies |
| DE10240970A1 (en) * | 2002-09-02 | 2004-03-18 | Benecke-Kaliko Ag | Film or molded article based on a transparent polymer mixture |
| AU2004211581A1 (en) * | 2003-02-04 | 2004-08-26 | Dow Global Technologies Inc. | Film layers made from polymer blends |
| US20040175466A1 (en) * | 2003-03-07 | 2004-09-09 | Douglas Michael J. | Multilayer barrier structures, methods of making the same and packages made therefrom |
| US20040175464A1 (en) * | 2003-03-07 | 2004-09-09 | Blemberg Robert J. | Multilayer structures, packages, and methods of making multilayer structures |
| AU2004247669B2 (en) * | 2003-06-10 | 2010-03-25 | Dow Global Technologies Llc | Film layers made from ethylene polymer blends |
| US8722787B2 (en) | 2003-08-25 | 2014-05-13 | Dow Global Technologies Llc | Coating composition and articles made therefrom |
| US7803865B2 (en) * | 2003-08-25 | 2010-09-28 | Dow Global Technologies Inc. | Aqueous dispersion, its production method, and its use |
| US7947776B2 (en) | 2003-08-25 | 2011-05-24 | Dow Global Technologies Llc | Aqueous dispersion, its production method, and its use |
| US8158711B2 (en) | 2003-08-25 | 2012-04-17 | Dow Global Technologies Llc | Aqueous dispersion, its production method, and its use |
| US8946329B2 (en) | 2003-08-25 | 2015-02-03 | Dow Global Technologies Llc | Coating compositions |
| US8779053B2 (en) | 2003-08-25 | 2014-07-15 | Dow Global Technologies Llc | Coating compositions |
| US8349929B2 (en) | 2003-08-25 | 2013-01-08 | Dow Global Technologies Llc | Coating composition and articles made therefrom |
| US9169406B2 (en) | 2003-08-25 | 2015-10-27 | Dow Global Technologies Llc | Coating compositions |
| US8357749B2 (en) | 2003-08-25 | 2013-01-22 | Dow Global Technologies Llc | Coating composition and articles made therefrom |
| US7763676B2 (en) | 2003-08-25 | 2010-07-27 | Dow Global Technologies Inc. | Aqueous polymer dispersions and products from those dispersions |
| ATE509983T1 (en) * | 2004-03-19 | 2011-06-15 | Dow Global Technologies Llc | FILM LAYERS MADE OF POLYMER FORMULATIONS |
| US20050209563A1 (en) * | 2004-03-19 | 2005-09-22 | Peter Hopping | Cassette-based dialysis medical fluid therapy systems, apparatuses and methods |
| CA2479190A1 (en) * | 2004-08-26 | 2006-02-26 | Nova Chemicals Corporation | Polyethylene blends |
| US20060083875A1 (en) * | 2004-10-15 | 2006-04-20 | Sonoco Development, Inc., A Corporation Of South Carolina | Lap sealable laminate for retort pouch |
| CA2589758A1 (en) * | 2004-12-10 | 2006-06-15 | Thomas A. Schell | Multilayer packaging barrier films comprising ethylene vinyl alcohol copolymers |
| US7514152B2 (en) * | 2005-02-10 | 2009-04-07 | Cryovac, Inc. | Oxygen scavenging film with good interply adhesion |
| MY148274A (en) * | 2005-07-08 | 2013-03-29 | Dow Global Technologies Inc | Layered film compositions, packages prepared therefrom, and methods of use |
| US20070243331A1 (en) * | 2006-02-17 | 2007-10-18 | Dow Global Technologies Inc. | Heat sealable compositions from aqueous dispersions |
| ATE534699T1 (en) | 2006-04-26 | 2011-12-15 | Liqui Box Canada Inc | CRACKET-RESISTANT FILMS MADE OF LOW DENSITY POLYETHYLENE |
| US20070252276A1 (en) * | 2006-04-28 | 2007-11-01 | Ian Lloyd-George | Thin film for vertical form fill and seal packaging of flowable materials |
| CA2660159C (en) * | 2006-09-05 | 2015-04-21 | Liqui-Box Canada Inc. | Polyethylene and polypropylene blends for liquid packaging films |
| US8558964B2 (en) | 2007-02-15 | 2013-10-15 | Baxter International Inc. | Dialysis system having display with electromagnetic compliance (“EMC”) seal |
| US7731689B2 (en) | 2007-02-15 | 2010-06-08 | Baxter International Inc. | Dialysis system having inductive heating |
| US7998115B2 (en) * | 2007-02-15 | 2011-08-16 | Baxter International Inc. | Dialysis system having optical flowrate detection |
| US8870812B2 (en) * | 2007-02-15 | 2014-10-28 | Baxter International Inc. | Dialysis system having video display with ambient light adjustment |
| US8361023B2 (en) * | 2007-02-15 | 2013-01-29 | Baxter International Inc. | Dialysis system with efficient battery back-up |
| CA2625385A1 (en) * | 2007-04-04 | 2008-10-04 | Nova Chemicals Corporation | Produce packaging |
| RU2505411C2 (en) * | 2007-11-27 | 2014-01-27 | ДАУ ГЛОБАЛ ТЕКНОЛОДЖИЗ ЭлЭлСи | Multilayer structure for production of package and package from it |
| EP2080615A1 (en) | 2008-01-18 | 2009-07-22 | Dow Global Technologies Inc. | Coated substrates and packages prepared therefrom |
| US20100015423A1 (en) * | 2008-07-18 | 2010-01-21 | Schaefer Suzanne E | Polyamide structures for the packaging of moisture containing products |
| WO2013036695A1 (en) | 2011-09-09 | 2013-03-14 | Eco. Logic Brands | Containers for holding materials |
| EP2331427B1 (en) | 2008-09-12 | 2013-07-17 | Eco.logic Brands Inc. | Containers for holding materials |
| EP2275254A1 (en) | 2009-07-17 | 2011-01-19 | Dow Global Technologies Inc. | Coated substrates and packages prepared therefrom |
| BR112012022592A2 (en) | 2010-03-10 | 2018-09-04 | Ecologic Brands Inc | material containment container |
| US20110236540A1 (en) | 2010-03-24 | 2011-09-29 | Cryovac, Inc. | Ovenable cook-in film with reduced protein adhesion |
| MX340037B (en) * | 2010-04-16 | 2016-06-23 | Liqui-Box Corp | Multi-layer, ethylene polymer-based films with polypropylene-based stiffening layer. |
| WO2011130469A2 (en) | 2010-04-16 | 2011-10-20 | Liqui-Box Corporation | Multi-layer, ethylene polymer-based films with novel polypropylene blend-based stiffening layer |
| CA2794604C (en) | 2010-04-16 | 2018-01-09 | Liqui-Box Corporation | Multi-layer, ethylene polymer-based films with high-density polyethylene based stiffening layer |
| US8663419B2 (en) | 2010-11-30 | 2014-03-04 | Ecologic | Manual container assembly and liner integration fixture for pulp-molded shell with polymer liner container systems |
| US20120213896A1 (en) | 2011-02-23 | 2012-08-23 | Cryovac, Inc. | Ovenable Cook-In Film Providing Decreased Protein Adhesion |
| JP5335966B1 (en) * | 2012-05-23 | 2013-11-06 | トタニ技研工業株式会社 | Plastic film heat sealing device |
| USD720227S1 (en) | 2012-09-06 | 2014-12-30 | Eco.Logic Brands Inc. | Container for holding materials |
| EP2922925B1 (en) | 2012-12-28 | 2019-12-04 | Dow Global Technologies LLC | Coating compositions |
| US9938413B2 (en) | 2012-12-28 | 2018-04-10 | Dow Global Technologies Llc | Coating composition and articles made therefrom |
| EP3038936A4 (en) | 2013-10-02 | 2017-04-05 | Eco.logic Brands Inc. | Containers for particulate materials |
| CN107148342A (en) | 2014-08-21 | 2017-09-08 | 陶氏环球技术有限责任公司 | Flexible container and the method for preparing flexible container |
| ES2786093T3 (en) | 2015-11-13 | 2020-10-08 | Mondi Ag | Film bag |
| US11179516B2 (en) | 2017-06-22 | 2021-11-23 | Baxter International Inc. | Systems and methods for incorporating patient pressure into medical fluid delivery |
| ES1189859Y (en) | 2017-07-31 | 2017-11-06 | Liquibox Spain Sl | STERILIZING MACHINE FOR LIQUID CONTAINER BAGS |
| CA3073960A1 (en) | 2017-09-13 | 2019-03-21 | Liqui-Box Corporation | Process for preventing organoleptic degradation in flexibly-packaged sensitive foods and packaged products thereof |
| US10960649B2 (en) | 2017-11-14 | 2021-03-30 | Liqui-Box Corporation | Flex-crack resistant and thermally resistant aseptic bulk bags for flexible packaging |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0057238A1 (en) * | 1980-08-07 | 1982-08-11 | Mitsui Petrochemical Industries, Ltd. | Ethylene-alpha-olefin copolymer composition |
| GB2121062A (en) * | 1982-06-02 | 1983-12-14 | Du Pont Canada | Heat sealable plastics pouches |
| EP0221726A2 (en) * | 1985-10-28 | 1987-05-13 | Mobil Oil Corporation | Laminar thermoplastic film having a heat sealable surface |
| US4801486A (en) * | 1985-09-30 | 1989-01-31 | W. R. Grace & Co.-Conn. | Thermoplastic multi-layer packaging film and bags made therefrom |
| EP0305959A2 (en) * | 1987-08-31 | 1989-03-08 | Viskase Corporation | Multilayer film containing amorphous nylon |
Family Cites Families (81)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USB632416I5 (en) * | 1956-03-01 | 1976-03-09 | ||
| US3250825A (en) * | 1962-11-09 | 1966-05-10 | Phillips Petroleum Co | Blends of crystalline polyethylene or ethylene-butene copolymer with amorphous ethylene-higher alpha-olefin copolymers |
| CA893216A (en) * | 1968-12-19 | 1972-02-15 | Du Pont Of Canada Limited | Process and apparatus for forming thermoplastic tubing |
| US3682767A (en) * | 1970-10-02 | 1972-08-08 | Du Pont | Ethylene copolymer blend for liquid packaging film |
| US3741253A (en) * | 1971-03-30 | 1973-06-26 | Grace W R & Co | Laminates of ethylene vinyl acetate polymers and polymers of vinylidene chloride |
| FR2142833A1 (en) * | 1971-06-25 | 1973-02-02 | Ims Ltd | Sealed flexible bag - for aseptic storage esp hypodermic syringe and accessories |
| BE795750A (en) * | 1972-02-22 | 1973-08-21 | Union Carbide Corp | MULTI-LAYER HEAT SHRINKABLE FILM |
| US4071674A (en) * | 1972-09-14 | 1978-01-31 | Mitsui Petrochemical Industries Ltd. | Process for polymerization or copolymerization of olefin and catalyst compositions used therefor |
| US3939972A (en) * | 1974-05-17 | 1976-02-24 | Tower Products, Inc. | Pouch made of coextruded polymers |
| JPS5213580A (en) * | 1975-07-23 | 1977-02-01 | Kureha Chem Ind Co Ltd | Preparation of multiply resin laminate |
| GB1495380A (en) * | 1976-01-23 | 1977-12-14 | Mobil Oil Corp | Low density polyethylene film laminates |
| CA1153991A (en) * | 1976-05-19 | 1983-09-20 | Norman Foster | Flexible pouches and bags |
| US4151318A (en) * | 1976-06-21 | 1979-04-24 | Mobil Oil Corporation | Laminar thermoplastic film constructions |
| US4126262A (en) * | 1976-07-02 | 1978-11-21 | Champion International Corporation | All-plastic heat-sealable container material and method of making |
| JPS5952643B2 (en) * | 1977-01-27 | 1984-12-20 | 三井化学株式会社 | ethylene copolymer |
| CA1115014A (en) * | 1977-04-18 | 1981-12-29 | Russell J. Gould | Fusible composite binding strap |
| CA1157617A (en) * | 1977-12-14 | 1983-11-29 | Milton L. Weiner | Oriented polypropylene with linear low density polyethylene copolymer coating |
| US4505969A (en) * | 1977-12-14 | 1985-03-19 | Mobil Oil Corporation | Oriented polypropylene with linear low density poly-ethylene copolymer coating |
| DE2855053A1 (en) * | 1977-12-27 | 1979-07-05 | Mobil Oil Corp | BAG MADE OF THERMOPLASTIC PLASTIC FILM |
| DE2801541A1 (en) * | 1978-01-14 | 1979-07-19 | Hoechst Ag | AETHYLENE COPOLYMERS AND THEIR USE FOR THE PRODUCTION OF FILMS |
| US4302566A (en) * | 1978-03-31 | 1981-11-24 | Union Carbide Corporation | Preparation of ethylene copolymers in fluid bed reactor |
| US4302565A (en) * | 1978-03-31 | 1981-11-24 | Union Carbide Corporation | Impregnated polymerization catalyst, process for preparing, and use for ethylene copolymerization |
| US4243619A (en) * | 1978-03-31 | 1981-01-06 | Union Carbide Corporation | Process for making film from low density ethylene hydrocarbon copolymer |
| JPS6036942B2 (en) * | 1978-05-22 | 1985-08-23 | 三井化学株式会社 | Multilayer laminated structure |
| JPS5512008A (en) * | 1978-06-29 | 1980-01-28 | Mitsui Petrochemical Ind | Packing laminate sack |
| US4303710A (en) * | 1978-08-16 | 1981-12-01 | Mobil Oil Corporation | Coextruded multi-layer polyethylene film and bag construction |
| DE2847986A1 (en) * | 1978-11-04 | 1980-05-22 | Huels Chemische Werke Ag | METHOD FOR PRODUCING POWDER-SHAPED, THERMOPLASTIC COPOLYMERS FROM AETHYLENE AND BUTEN- (1) |
| JPS603323B2 (en) * | 1978-12-11 | 1985-01-28 | 三井化学株式会社 | Polymerization method of olefins |
| US4333299A (en) * | 1979-04-27 | 1982-06-08 | Hamilton Joel A | Form fill and seal package making |
| US4258166A (en) * | 1979-06-08 | 1981-03-24 | Mobil Oil Corporation | Low density polyethylene film |
| US4357191A (en) * | 1980-03-03 | 1982-11-02 | Mobil Oil Corporation | Laminar thermoplastic film constructions |
| US4390573A (en) * | 1980-03-03 | 1983-06-28 | Mobil Oil Corporation | Laminar thermoplastic film constructions |
| JPS5819628B2 (en) * | 1980-07-09 | 1983-04-19 | 日本タングステン株式会社 | Corrosion resistant hard alloy |
| US4346834A (en) * | 1980-11-18 | 1982-08-31 | Mobil Oil Corporation | Thermoplastic carrying bag with polyolefin resin blend |
| US4367841A (en) * | 1980-11-18 | 1983-01-11 | Mobil Oil Corporation | Thermoplastic carrying bag with binary polyolefin resin blend |
| US4410582A (en) * | 1980-12-10 | 1983-10-18 | Toray Industries, Inc. | Multi-layered polyolefin laminated film |
| US4356221A (en) * | 1981-05-15 | 1982-10-26 | Union Carbide Corporation | Melt-extruded multilayer polyethylene bag film |
| US4464426A (en) * | 1981-11-03 | 1984-08-07 | Union Carbide Corporation | Multilayer film having a layer of low pressure, low density heterogeneous ethylene copolymers |
| US4401256A (en) * | 1981-12-10 | 1983-08-30 | Mobil Oil Corporation | Laminar thermoplastic films, bags thereof |
| JPS58109547A (en) * | 1981-12-23 | 1983-06-29 | Toyo Soda Mfg Co Ltd | Ethylene polymer composition for extrusion coating |
| JPS58120654A (en) * | 1982-01-13 | 1983-07-18 | Mitsui Petrochem Ind Ltd | Ethylene-alpha-olefin copolymer composition |
| US4503102A (en) * | 1982-01-20 | 1985-03-05 | Du Pont Of Canada, Inc. | Pouches of ethylene-α-olefin copolymer/ethylene-vinyl acetate copolymer blends |
| US4444828A (en) * | 1982-01-28 | 1984-04-24 | Union Carbide Corporation | Multilayer trash bag film |
| CA1199567A (en) * | 1982-02-18 | 1986-01-21 | Walter B. Mueller | Linear polyethylene shrink films |
| US4405666A (en) * | 1982-04-02 | 1983-09-20 | Mobil Oil Corporation | Film laminate food wrap and food pouch therefrom |
| US4418114A (en) * | 1982-04-29 | 1983-11-29 | Mobil Oil Corporation | Coextruded thermoplastic stretch-wrap |
| CA1211083A (en) * | 1982-06-02 | 1986-09-09 | Alistair N. Mollison | POUCHES MADE FROM BLENDS OF ETHYLENE-.alpha.-OLEFIN COPOLYMERS AND ETHYLENE-VINYL ACETATE COPOLYMERS |
| AU565262B2 (en) * | 1982-06-02 | 1987-09-10 | Du Pont Canada Inc. | Pouches of copolymer film |
| US4405667A (en) * | 1982-08-06 | 1983-09-20 | American Can Company | Retortable packaging structure |
| JPS5975933A (en) * | 1982-10-25 | 1984-04-28 | Tokuyama Soda Co Ltd | Composition for laminate |
| US4447480A (en) * | 1982-12-01 | 1984-05-08 | Union Carbide Corporation | Shrinkable film for poultry bags |
| US4547413A (en) * | 1982-12-01 | 1985-10-15 | Union Carbide Corporation | Shrinkable film for poultry bags |
| US4525257A (en) * | 1982-12-27 | 1985-06-25 | Union Carbide Corporation | Low level irradiated linear low density ethylene/alpha-olefin copolymers and film extruded therefrom |
| IL71357A (en) * | 1983-03-29 | 1987-03-31 | Union Carbide Corp | Process for producing low density ethylene copolymers |
| US4534154A (en) * | 1983-05-10 | 1985-08-13 | Gaubert R J | Method and machine for filling bags with liquid |
| US4565720A (en) * | 1983-07-27 | 1986-01-21 | Idemitsu Petrochemical Co., Ltd. | Packaging bag |
| US4565742A (en) * | 1983-10-20 | 1986-01-21 | Du Pont Canada Inc. | Process for forming a sealant WEB-PVDC-base film laminate |
| JPS6088016A (en) * | 1983-10-21 | 1985-05-17 | Mitsui Petrochem Ind Ltd | Ethylene copolymer |
| CA1223514A (en) * | 1983-10-28 | 1987-06-30 | Herbert Engelsberger | Carrier film backed with composite film |
| CA1228578A (en) * | 1984-04-02 | 1987-10-27 | At Plastics Inc. | Shipping bag |
| CA1238752A (en) * | 1985-04-01 | 1988-07-05 | Smurfit-Stone Container Canada Inc. | Thermoplastic shipping sack |
| US4701359A (en) * | 1985-01-28 | 1987-10-20 | Fuji Photo Film Co., Ltd. | Packaging material for photosensitive materials |
| US4640856A (en) * | 1985-04-29 | 1987-02-03 | W. R. Grace & Co., Cryovac Div. | Multi-layer packaging film and receptacles made therefrom |
| CA1340037C (en) * | 1985-06-17 | 1998-09-08 | Stanley Lustig | Puncture resistant, heat-shrinkable films containing very low density polyethylene copolymer |
| US5059481A (en) * | 1985-06-17 | 1991-10-22 | Viskase Corporation | Biaxially stretched, heat shrinkable VLDPE film |
| DE3681536D1 (en) * | 1985-08-23 | 1991-10-24 | Showa Denko Kk | BAG FOR MEDICAL PURPOSES. |
| CA1324749C (en) * | 1987-04-10 | 1993-11-30 | Vincent Wayne Herran | Flexible stretch/shrink film |
| GB8710135D0 (en) * | 1987-04-29 | 1987-06-03 | Du Pont Canada | Easy-open pouches |
| US4963419A (en) * | 1987-05-13 | 1990-10-16 | Viskase Corporation | Multilayer film having improved heat sealing characteristics |
| US4837084A (en) * | 1987-07-02 | 1989-06-06 | W. R. Grace & Co.-Conn. | Thermoplastic multi-layer packaging film and bags made therefrom |
| JPS6457670A (en) * | 1987-08-28 | 1989-03-03 | Hitachi Ltd | Semiconductor integrated circuit device |
| JPH07103276B2 (en) * | 1987-09-11 | 1995-11-08 | 日本石油化学株式会社 | Ethylene-based thermoplastic resin composition |
| US4820557A (en) * | 1987-09-17 | 1989-04-11 | W. R. Grace & Co.-Conn. | Thermoplastic packaging film of low I10 /I2 |
| US4869912A (en) * | 1988-02-12 | 1989-09-26 | Abbott Laboratories | Pre-filled nurser pouch |
| GB2227448B (en) * | 1988-11-18 | 1992-09-30 | Grace W R & Co | Multi-layer film structure for packaging and bags made therefrom |
| GB8828349D0 (en) * | 1988-12-05 | 1989-01-05 | Du Pont Canada | Film laminate with easy to td tear |
| US5056931A (en) * | 1989-07-14 | 1991-10-15 | First Brands Corporation | Thermoplastic handled bags and their method of manufacture |
| DE4000495C2 (en) * | 1990-01-10 | 1994-03-03 | Spohn Verpackungswerke Gmbh & | Method and device for laminating an unstretched film with an stretched film and a multilayer film |
| JPH03208630A (en) * | 1990-01-12 | 1991-09-11 | Nippon Petrochem Co Ltd | Laminated body, heat-shrinkable laminated film and expandable laminated body |
| JPH04169230A (en) * | 1990-09-14 | 1992-06-17 | Sumitomo Chem Co Ltd | Waterproof sheet |
| JP2878431B2 (en) * | 1990-10-16 | 1999-04-05 | エスエムシー株式会社 | Suction transfer device |
-
1991
- 1991-08-09 US US07/742,800 patent/US5288531A/en not_active Expired - Lifetime
-
1992
- 1992-08-07 CA CA002113455A patent/CA2113455C/en not_active Expired - Lifetime
- 1992-08-07 EP EP92917586A patent/EP0598017B1/en not_active Revoked
- 1992-08-07 DE DE69228935T patent/DE69228935T2/en not_active Revoked
- 1992-08-07 AU AU24363/92A patent/AU668879B2/en not_active Ceased
- 1992-08-07 JP JP5503856A patent/JPH06510310A/en active Pending
- 1992-08-07 ES ES92917586T patent/ES2132126T3/en not_active Expired - Lifetime
- 1992-08-07 WO PCT/US1992/006582 patent/WO1993002859A1/en not_active Application Discontinuation
- 1992-08-07 NZ NZ243873A patent/NZ243873A/en unknown
-
1993
- 1993-11-17 US US08/154,046 patent/US5364486A/en not_active Expired - Lifetime
-
1994
- 1994-02-08 FI FI940569A patent/FI940569A/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0057238A1 (en) * | 1980-08-07 | 1982-08-11 | Mitsui Petrochemical Industries, Ltd. | Ethylene-alpha-olefin copolymer composition |
| GB2121062A (en) * | 1982-06-02 | 1983-12-14 | Du Pont Canada | Heat sealable plastics pouches |
| US4801486A (en) * | 1985-09-30 | 1989-01-31 | W. R. Grace & Co.-Conn. | Thermoplastic multi-layer packaging film and bags made therefrom |
| EP0221726A2 (en) * | 1985-10-28 | 1987-05-13 | Mobil Oil Corporation | Laminar thermoplastic film having a heat sealable surface |
| EP0305959A2 (en) * | 1987-08-31 | 1989-03-08 | Viskase Corporation | Multilayer film containing amorphous nylon |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5508051A (en) * | 1993-06-24 | 1996-04-16 | The Dow Chemical Company | Process of preparing a pouch for packaging flowable materials |
| AU682526B2 (en) * | 1993-06-24 | 1997-10-09 | Dow Chemical Company, The | Pouch for packaging flowable materials |
| WO1995000587A1 (en) * | 1993-06-24 | 1995-01-05 | The Dow Chemical Company | Pouch for packaging flowable materials |
| WO1995010566A1 (en) * | 1993-10-14 | 1995-04-20 | Dupont Canada Inc. | Pouches of ethylene copolymer film containing a flowable material |
| EP0743902B2 (en) † | 1994-02-08 | 2005-12-21 | Liqui-Box Canada Inc. | Multilayer ethylene copolymer film |
| WO1995025141A1 (en) * | 1994-03-15 | 1995-09-21 | Exxon Chemical Patents Inc. | Polymers blends, films and articles thereof |
| EP0701897A2 (en) | 1994-09-16 | 1996-03-20 | W.R. Grace & Co.-Conn. | Thermoplastic multilayer film for use in packaging water |
| EP0707956A1 (en) * | 1994-10-13 | 1996-04-24 | The Procter & Gamble Company | Multilayer materials for making packages |
| WO1997002948A1 (en) * | 1995-07-07 | 1997-01-30 | Tetra Laval Holdings & Finance S.A. | Multilayer film material and pouches made from the material |
| EP0866744A1 (en) * | 1995-10-06 | 1998-09-30 | The Dow Chemical Company | Novel pouches for packaging flowable materials |
| EP0866744A4 (en) * | 1995-10-06 | 1999-09-15 | Dow Chemical Co | Novel pouches for packaging flowable materials |
| EP0865361A1 (en) * | 1995-12-05 | 1998-09-23 | The Dow Chemical Company | Novel pouches for packaging flowable materials in pouches |
| EP0865361A4 (en) * | 1995-12-05 | 1999-09-15 | Dow Chemical Co | Novel pouches for packaging flowable materials in pouches |
| AU727369B2 (en) * | 1996-10-29 | 2000-12-14 | Cryovac, Inc. | RF-sealable pillow pouch |
| US6572959B1 (en) | 1996-10-29 | 2003-06-03 | Cryovac, Inc. | RF-sealable pillow pouch |
| WO1998018620A1 (en) * | 1996-10-29 | 1998-05-07 | Cryovac , Inc. | Rf-sealable pillow pouch |
| WO1998029249A1 (en) * | 1996-12-26 | 1998-07-09 | Dupont Canada Inc. | Films having improved sealing properties |
| EP2365990A2 (en) * | 2008-11-03 | 2011-09-21 | SK Energy Co., Ltd. | Ethylene copolymer with improved impact resistance |
| EP2365990A4 (en) * | 2008-11-03 | 2012-04-11 | Sk Innovation Co Ltd | Ethylene copolymer with improved impact resistance |
| TWI454489B (en) * | 2008-11-03 | 2014-10-01 | Sk Innovation Co Ltd | Ethylene copolymer with improved impact resistance |
Also Published As
| Publication number | Publication date |
|---|---|
| US5364486A (en) | 1994-11-15 |
| CA2113455A1 (en) | 1993-02-18 |
| DE69228935T2 (en) | 1999-08-12 |
| JPH06510310A (en) | 1994-11-17 |
| AU2436392A (en) | 1993-03-02 |
| CA2113455C (en) | 2000-01-04 |
| FI940569A0 (en) | 1994-02-08 |
| ES2132126T3 (en) | 1999-08-16 |
| US5288531A (en) | 1994-02-22 |
| NZ243873A (en) | 1995-05-26 |
| AU668879B2 (en) | 1996-05-23 |
| FI940569A (en) | 1994-02-08 |
| EP0598017B1 (en) | 1999-04-14 |
| DE69228935D1 (en) | 1999-05-20 |
| EP0598017A1 (en) | 1994-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0598017B1 (en) | Pouch for packaging flowable materials | |
| US6117465A (en) | Pouches for packaging flowable materials | |
| EP0865361B1 (en) | Novel pouches for packaging flowable materials in pouches | |
| EP0866744B1 (en) | Novel pouches for packaging flowable materials | |
| US5360648A (en) | Pouch for packaging flowable materials | |
| US5911665A (en) | Fatigue crack resistant liquid packaging pouch | |
| EP0998388B1 (en) | Pouches for packaging flowable materials | |
| TW403709B (en) | Pouch for packaging flowable materials | |
| EP0948432A1 (en) | Films having improved sealing properties | |
| KR20000070945A (en) | Pouches For Packaging flowable Materials | |
| NZ336920A (en) | Pouches for packaging flowable materials with polymeric composition comprising 5-95% ethylene copolymer and C3-C18 alpha olefin | |
| MXPA98004440A (en) | Novedos bags to pack fluible materials in bol |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AU CA FI JP |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LU MC NL SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2113455 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1992917586 Country of ref document: EP Ref document number: 940569 Country of ref document: FI |
|
| WWP | Wipo information: published in national office |
Ref document number: 1992917586 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1992917586 Country of ref document: EP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1992917586 Country of ref document: EP |