EP1464241A1 - Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod - Google Patents
Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod Download PDFInfo
- Publication number
- EP1464241A1 EP1464241A1 EP04003359A EP04003359A EP1464241A1 EP 1464241 A1 EP1464241 A1 EP 1464241A1 EP 04003359 A EP04003359 A EP 04003359A EP 04003359 A EP04003359 A EP 04003359A EP 1464241 A1 EP1464241 A1 EP 1464241A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- fibers
- fiber
- fluidized bed
- strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0208—Cutting filter materials
Definitions
- the invention relates to a method for producing a nonwoven fabric for the manufacture of filters of the tobacco processing industry.
- the invention further relates to a filter strand manufacturing device of the tobacco processing Industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material is too a train can be formed, in particular aufschauerbar is.
- a process for producing a nonwoven fabric for the production of Filter the tobacco processing industry and a corresponding Filterstrangherstell appears the tobacco processing industry is from GB 718 332. This will be done by means of a tobacco cutting machine Snippets of a material made and these a stranding machine, similar to a cigarette rod machine, supplied, wherein the chips are impregnated with a chemical agent to prevent unwanted taste and to prevent the snippets from the tails of the corresponding fall out made filter.
- the cut Snippets are by means of a drum in the effective range of Spiked roller promoted and by means of the spiked roller of the drum promoted on a conveyor belt, then another To be supplied to the conveyor drum, from which the snippets by means of another barbed or racket roller are knocked out and a format in which the filter strand with a Serving strip is formed.
- the snippets of materials like paper, cellulose, textiles, synthetic materials or similar, have a similar structure as cut tobacco.
- a fluidized bed the manufacture of filters of the tobacco processing industry.
- a fluidized bed also called fluid bed distributor it is targeted and easily possible to filter material, and in particular isolated filter material, dosed in Direction of a strand building device to promote, with a very uniform promotion is possible, whereby the homogeneity of the produced filter is high.
- the Fluidized bed upstream in the conveying direction of the filter materials a strand building device is arranged, wherein the Fluidized bed comprises a curved wall carrying the filter materials, It is especially possible to use a possibly used one To separate transport air flow from the filter material, whereby very good strand properties of the quenched filter material is enabled on the strand building device, whereby a homogeneous filter can be generated.
- the curved Wall initially directed downward in the conveying direction, in the Moving horizontally and then upwards his.
- a strand conveyor is suitable as a strand building device.
- the air-permeable conveying medium such as, for example, a conveyor belt includes.
- the inventive method it is possible very homogeneous Nonwovens for the production of filters of tobacco processing Manufacture industry so that the filter produced from this fleece are also very homogeneous. If the filter material comprises fibers, is also a particularly high variability of the setting of the filter properties possible.
- a stream of isolated fibers resembles that of a snowstorm, that is, a stream of fibers, the one homogeneous statistical distribution of fibers both spatially and also temporally. In particular, this means complete separation the fibers, that are essentially no groups of fibers, which are interconnected, more are available.
- a composite of the fibers is formed again For example, a non-woven structure produced. By dissolution of the Fiber groups, by singling the fibers in individual fibers, can Subsequently, a nonwoven be made, which does not have bridges and Contains cavities.
- the isolated Fibers without forming fiber groups are transported.
- a then particularly preferred embodiment of the method is when the singulation of the fibers at least partially by means of an airflow happens. As a result, the degree of separation very high. A lot of air is used to separate the fibers. In the fluidized bed area, excess air then becomes from the fiber stream at least partially deposited.
- one having a plurality of apertures provided device is a high efficiency possible during singulation.
- feeding the fibers at least partially by means of an air flow remain pre-separated fibers when feeding substantially isolated.
- the singulated fibers and also the fiber groups are processed, essentially only with transport air or fed to an air flow.
- At least two separation steps are provided, is achieved a higher degree of singulation of the fibers.
- a pre-separation of present in a network finite fibers preferably a hammer mill or a bale breaker used.
- a hammer mill finds then application when a fiber felt is provided.
- a bale breaker then applies when a fiber bale is made available.
- At least one metering step is provided by means of which the amount of fibers, in particular predeterminable, is metered. It In this case, a predosing and / or a main dosage can be provided his. By means of the predosing is roughly the throughput of adjusted fibers to be prepared. By means of the main dosage a finer adjustment is possible.
- fiber materials are, for example, cellulose acetate, cellulose, Carbon fibers and multicomponent fibers, in particular Bicomponent fibers in question.
- components are referred to DE 102 17 410.5 of the Applicant.
- the different fiber types are mixed. It it is also possible to add at least one additive.
- Additive is, for example, a binder such as latex or to Granular material, the most effective ingredients of cigarette smoke binds such as coal active granules.
- the treatment process happens a complete separation with or following a second or third dosing step, wherein this after a third dosing step especially when providing a pre-dosage is possible.
- the fiber length is smaller than that Length of the filter to be made.
- the length of the fibers should therefore be between 0.1 mm and 60 mm and in particular between 0.2 mm and 10 mm.
- the fiber thickness is 1 to 20 dtex, preferably 2 to 6 dtex, amount.
- the average fiber diameter is in the range of 10 to 40 microns, especially 20 to 38 microns, and is particularly preferred between 30 and 35 ⁇ m, is a very homogeneous filter after the preparable preparation according to the invention.
- a method of making filters is the tobacco processing Industrial, comprising a process for treatment of filter material of the type described above thereby provided that also subsequently formed a fiber strand and the strand is divided into filter rods.
- a fleece formed from the isolated finite fibers is provided.
- To the Strand construction of finite fibers are these via a fluidized bed transported and fed to a suction belt conveyor. This forms a fleece on the surface of the suction belt conveyor.
- the strand structure corresponds essentially to the strand structure of a tobacco rod, however, corresponding Measures or variations are introduced to the material of finite size and structure Fibers in a homogeneous strand compared to tobacco fibers convict.
- different filter materials in the transport direction the filter materials fed successively to the fluidized bed, so that a homogeneous mixing is achieved.
- many different filter materials supply In a particularly preferred embodiment of the The method according to the invention is the filter material during feeding sporadically.
- the transport air flow is particularly preferred used, which flows through the fluidized bed.
- This transport air stream may be attached to a means for feeding filter material to flow past the fluidized bed, which from this conveyor element or feeding element filter material occasionally triggered.
- the the feed element supplied filter material can already be completely isolated or only partially, such as Filter material that from a bale breaker from the composite was broken or torn.
- the method comprises the production of filters the tobacco processing industry, a method for producing a Vlieses, which has been described above, wherein also the fleece is transferred into a filter strand and the filter strand in Filter rods is divided.
- a Filterstrangherstell insightful the tobacco processing industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material formable to a strand, in particular aufschauerbar, is dissolved, wherein the filter material in a fluidized bed of the Filtermaterialzu Glassvorides is conveyable to the strand building device.
- FilterstrangherstellINA invention is a Filter production possible, which produces very homogeneous filter.
- the Filtermaterialzu Foodvorraum is configured to by means of at least a conveying element, in particular a roller, filter material from a filter material supply to the fluid bed, Can the Filterstrangherstell responded without many complex separation devices produce homogeneous filter strands.
- a conveying element in particular a roller
- filter material from a filter material supply to the fluid bed
- the Filterstrangherstell Preferably serves a transport air flow or conveying air flow thereto, the filter materials fed to the fluidized bed from the conveying element detach and separate.
- This filter material supply device thus also has a separation function.
- the filter material supply singulated fibers or Essentially isolated fibers can be fed, so that no further complicated singulation step for feeding the filter material is necessary.
- the supply of isolated fibers In addition, a very homogeneous filter strand with good filter properties manufacture.
- the invention follows the fluidized bed downstream of the conveying direction of the filter material upstream of the strand building apparatus Channel on. Due to this embodiment of the FilterstrangherstellISS can essentially no inhomogenization of the supplied filter material or no final mixture of different Filter materials in the conveying direction after the fluidized bed happen.
- the fluidized bed is at least partially channel-like. If the fluidized bed is curved in such a way that in the conveying direction of the filter material initially directed the fluidized bed downwards is, goes to the horizontal and then upwards can be a very simple and effective regulation of the Flow rates are made in a fluidized bed. This is only the amount of transport air or the strength of the transport air adjust or regulate or control.
- Preferably that has Fluidized bed the shape of an ellipse whose curvature in the transport direction gets bigger.
- the fluid bed can be quite general act a fluidized bed, for example, in DE 33 01 031 C2 is described.
- the fluidized bed described in this document serves to form a tobacco rod.
- a particularly preferred embodiment of the invention Filterstrangherstell Surprise is present when the Filtermaterialzu Bacvorraum a separating device comprising a Nonwoven of a starting material separated into fibers. It can then, for example, cellulose fibers in a simple manner also be used for filter production.
- the separating device suitably comprises a fiber mill, preferably a milling drum or a hammer mill comprises.
- a corresponding fiber mill is, for example, from a company Diatec made.
- the dosage of the filter material is preferably done via the Feed of the filter material in the separating device.
- the filter material is initially in the form of a Fleece before.
- the feed of the fleece in the separating device then controls the dosage of the filter material that is the fluidized bed is supplied.
- At least two Filtermaterialzu Documentvoriquesen provided.
- Other filter material supply devices may also be used be provided, such as those containing granules, in particular activated carbon granules directly to the Feed the fluidized bed.
- Regarding the fiber mill is still on the US 4,673,136 A, in which a corresponding fiber mill described is.
- this processing device is one of the corresponding recycled filter material produced filter with very homogeneous Properties can be realized.
- the means for supplying comprises an air flow, whereby an even more homogeneous filter can be produced.
- the processing device is for separating the fiber through an air flow and / or required in the device.
- the degree of separation very high. If the device for separating a Includes a plurality of openings through which the fibers from the device sporadically is a particularly effective Processing device given.
- a particularly easy to implement metering device comprises a chute from which a rotating roller carries out fibers. If in the lower part of the metering device a pair Feed rollers is provided, can gently filter material be dosed.
- the metering device or the at least one metering device additionally a Separation function, whereby the degree of separation of the whole Processing device can be further increased.
- a mixing device is provided, it is possible to process different materials and also different fibers.
- the fibers may be cellulose fibers, fibers thermoplastic starch, flax fibers, hemp fibers, flax fibers, Sheep wool fibers and cotton fibers or, as already explained above, Multicomponent fibers, act.
- the mixing device additionally a separation and / or Dosing of the fibers.
- the processing device is designed such that finite fibers with a length smaller than that of a filter to be prepared is to be prepared. Further preferably the processing device is designed to be finite Fibers of natural origin with a mean fiber diameter in the range of 10 to 40 .mu.m, in particular 20 to 38 microns, to process. A particularly preferred fiber diameter is in a range of 30 to 35 microns.
- the fiber strength of artificial Fibers are between 1 and 20 dtex, in particular between 2 to 6 dtex.
- a filter manufacturing device expediently comprises a processing device, which has been described above.
- a filter according to the invention is according to one of the above-described Process produced.
- Fig. 1 shows a schematic representation of a process flow from the preparation to the strand production of a filter of tobacco processing Industry.
- a fiber preparation 1 in the first place, the transfer of all compressed forms of delivery made of fibrous materials in a airy woolly state becomes. This should be loosened fiber groups. In addition to these fiber groups can also be single fibers be generated.
- the fiber preparation 1 is, for example, with a device performed according to FIG. 2. Such a device is known in itself.
- To the festgepressten forms of delivery include, for example. Fiber bales and fiber mats 10 or a fiber felt 10 fiber bales are usually unpacked by means of bale breaker and fiber mats 10 or fiber felt 10 by means of a hammer mill 13th
- bale breaker for fibrous materials is, for example.
- Trützschler acquirable and a hammer mill for fibrous materials for example, from the company Kamas.
- a pre-dosage occurs 2.
- a pre-dosage is 2
- the predosing serves a coarse dosage of the fiber material and another Singling to the effect that in groups or as dense packing present fibers continue to be loosened up. Also on At this point further completely separated fibers can be formed.
- the predosing 2 can also be a main dosage or a dosing 4 are carried out alone. Whether a pre-dosage 2 is necessary depends on the nature of the fiber preparation derived material.
- the goal of dosage 4 or the predosing 2 is the realization of a defined stable uniform mass flow of fibers and also partly already a pre-separation.
- the dosing step 4 leads to a further separation of the fiber groups. It is possible, before the dosing step 4, a mixing step and / or dosing 3 provide. In this step, several Filter materials, as in Fig. 1 by the in the box 3rd suggesting ways in, and possibly an additive such as a Binder, for example, or an activated carbon granules mixed become.
- the method is structured differently or the same parallel preparation and dosing sections perform so that several different fibers processed in parallel and can be dosed.
- the goal of mixing it is a homogeneous mixing of the individual fiber components and to achieve various additions.
- a mixing and / or dosing is, for example, with a device according to FIG. 5 possible.
- a main dosage is, for example, with a device according to Fig. 4 possible.
- the various Fiber materials continuous or discontinuous mixed together As an example of Fig. 5 is a continuous Mixer 111 shown.
- the mixing device 111 fulfills also a buffer storage function for the fibers. In that Process step of mixing and / or dosing is not only possible to mix different fibers together, but also to add additives in solid or liquid form. This Additives serve to bind and / or influence the fibers the filtration properties of the fiber filter low.
- the discharge from the mixing device 111 is defined, whereby a dosing function is given.
- dosing 4 it would be possible to dosing 4 to be avoided by mixing and / or dosing 5.
- the Fiber material fed to a step of singulating 6.
- the goal the isolation is a complete dissolution of the remaining fiber groups in single fibers. This serves to in the subsequent Step of strand production 7 the individual fibers so new group that an optimal nonwoven structure can arise in the no bridges and cavities are included.
- fiber by fiber can be put together and so a fleece can be formed. It is thus possible according to FIG. 1, up to three Use dosing steps. There may also be other dosage levels be preceded by the separation.
- the emerging from the separation fiber stream consists of individual Fibers that are conducted in air or in an air stream.
- the appearance of the air flow with the entrained fibers or a fiber stream laden with fibers is that of a blizzard very similar.
- the isolated Fibers for example, with a fluidized bed, the suction belt of a special Suction belt conveyor supplied.
- Strangherstellen 7 is a Strand produced with constant cross section, the cross section is in particular constant square, wherein at the same time a uniform density is produced.
- the fibers are in a non-woven structure.
- the finished one Fiber filter strand has a sufficient hardness, draw resistance, weight constancy, Retention and processability.
- FIG. 2 shows a fiber preparation device 114.
- a fiber field 10 is by means of feed rollers 11 in the effective range of a hammer mill 13 promoted with hammers 12.
- the hammers 12 of the hammer mill 13 are housed in a housing 14.
- In the tear-off area 15 hit the hammers 12 on the fiber felt and form so Fiber groups 16.
- the fiber groups 16 are in a tube 18th transported by means of air flow 17. It creates one with fiber groups loaded airflow 19. At this point can also already isolated fibers have been created.
- the hammers 12 of the Hammer mill 13 rotate in the direction of fall, allowing the fibers in the rotor rotation direction tangentially from the housing 14 of the hammer mill 13 are ejected.
- a predosing 113 is shown schematically.
- An air stream loaded with fiber material 41 becomes a separator 20 supplied, which separates the fiber material 41 from the air flow, so that fiber material 42 through the shaft 21 in the Storage tank 22 falls.
- two spiked rollers 23 are arranged.
- the spiked rollers 23 rotate Slow and lead the fiber material of a third spiked roller 24 too.
- the third spiked roller 24 rotates rapidly and ruptures fiber groups out of the fiber material. These fiber groups arrive into the funnel 25 by sliding down.
- a rotary valve 26 is arranged.
- the Fiber groups slip into the cells of the cellular wheel sluice 26 and are transported in the channel 27.
- Air flow 28 the fibers discharged into the channel 27 or Fiber groups.
- the air flow 28 is already taking from the process recycled fibers with the fiber groups be supplied.
- the airflow 29 is full of fibers and fiber groups loaded. With the air flow becomes a fiber / fiber group mixture 29 transported.
- the fiber / fiber group mixture 29 is by means of an air flow in the Separator 30 e.g. transported a rotary separator. There the fiber / fiber group mixture is separated from the air stream.
- the deposited fiber material 31 enters the stowage bay 32 and falls in this down to the feed rollers 34th It can also be provided or a plurality of pairs of rollers Einzugsb speciespar or several Einzugsb speciespare. In one Section of the jam 32 vibration elements 33 are provided, by means of a complete supply of the fiber / fiber group mixture 31 is allowed to the feed rollers 34.
- the feed rollers 34 convey the fiber material between the scrapers 35 in the metering channel formed by this 36.
- a rotating Roller 37 for example, a spiked roller, tears the fibers from the Fiber material out and enters this in the channel 38.
- the channel 38 there is an air flow 39, the fibers or the fiber material 40 detected and transported accordingly in the arrow direction.
- the mass flow rate the metering channel 36 predetermined.
- a mixing device 111 is in a schematic, three-dimensional Illustration shown.
- Various fiber materials 43 and 44 and other fiber materials or additives 45 in liquid or solid phase are introduced into the mixing chamber 46.
- the fiber materials may be cellulose fibers, fibers of thermoplastic Starch, flax fibers, hemp fibers, flax fibers, sheep wool fibers, Cotton fibers or multicomponent fibers, in particular Bicomponent fibers, that act a length of 2 to 100 mm and a thickness, for example. In the range of 25 and 30 microns have.
- cellulose fibers stora fluff EF are untreated by the company StoraEnso Pulp AB usable, the average Have a cross section of 30 microns and a length between 0.4 and 7.2 mm.
- synthetic fibers such as bicomponent fibers, can Trevira fibers, 255 3.0 dtex HM with a length of 6 mm Fa. Trevira GmbH find use. These have one Diameter of 25 ⁇ m.
- synthetic fibers can cellulose acetate fibers, polypropylene fibers, polyethylene fibers and polyethylene terephthalate fibers find use.
- additives may affect the taste or smoke affecting materials Be used as carbon reactive granules or flavorings and further binder, by means of which the fibers together can be glued.
- the introduced into the mixing chamber 46 fiber material 43 and 44th or the corresponding additives 45 are fed to rollers 50-52, during the filling and the mixing process with suitable Rotate speeds.
- the position of the rollers 50-52 is preferably both horizontally and vertically adjustable. In order to the center distances of the rollers are mutually adjustable. It can also arranged several rollers in different floors his.
- the components to be mixed are from the rollers 50 - 52 detected, accelerated and swirled in the mixing chamber 46. The confusion causes mixing of the Components.
- the residence time of the components to be mixed in the mixing chamber 46 is due to the geometric nature of Sieves 47 adjustable. In addition, the residence time is the one to be mixed Components in the mixing chamber 46 by the position of a Thrust aperture, by means of which the openings of the screen 47 partially or can be completely closed, determined.
- the thrust hood is not shown in the figure.
- the fiber mixture 53 or in general the mixture 53 is through the openings of the screen 47 conveyed into the chamber 54. This can be done continuously or at intervals.
- the chamber 54 is preferably swivels and is traversed by an air flow 55.
- the air flow 55 detects the mixture 53 and entrains it yourself.
- the loaded air stream 56 leaves the chamber 54 and leads the mixture 53 on.
- Fig. 6 is a separating device 115 in more schematic Representation in connection with a dosing device 112 shown.
- the metering device 112 essentially corresponds to the Dosing device of Fig. 4, but with the vibrating elements 33 are shown as separate sections of the chute 32 and the scrapers 35 have a slightly different shape than that in Fig. 4.
- the through the rotating roller 37 from the metering 36th Torn fiber material is directly a separation chamber 61 supplied.
- About the speed of the feed rollers 34 is the mass flow rate of the metering channel 36 determined.
- the whole Separation device is traversed by air.
- This flow 133 is caused by the negative pressure at the fluid bed end. This negative pressure is due to the one in the exhaust 71 guided air flow 72 and the other by the flow in the suction belt conveyor, which is arranged at the fluidized bed end 69 is and is not shown in this figure.
- the fibers or Fiber groups Under the influence of gravity and flow through the Air flow 63 and the air inlet 63, through the ventilation openings 62 happens in the area of the rollers 60.
- the rollers 60 of the series of rollers 60 detect the ununsulated fibers (and of course already partially isolated fibers), accelerate them and hit them against the sieve 64 of the separation chamber 61.
- a sieve with appropriate Siebaustritts vom can also perforated plates or Rundstabgitter Find use.
- the fiber groups in Single fibers dissolved and finally pass through the sieve 64th Das means that the fibers are after sufficient separation of the detected by the sieve leading flow 133 and through the Screen 64 guided or sucked.
- the speed of the rollers 60 and the Area as well as the magnitude of the flow 133 determine the mass flow rate the separating chamber 61 of the openings of the screen 64th
- the separated fibers 65 reach the fluidized bed 66. There they are formed by a at the air nozzle, which is designed as a nozzle bar 67 is detected, exiting airflow 68 and on the fluidized bed 66 moves. It can also be several nozzle strips 67 are provided his. Mainly the created at the fluid bed 69 end Negative pressure for a sufficient flow 133 to promote the isolated fibers to the fluidized bed end 69 out.
- the flow 133 is partially through the flow divider 70 at the fluidized bed 69th separated from the fiber flow and enters the suction 71st
- the flow generated by the negative pressure and the nozzle bar 67 withdraws the separation chamber 61 air.
- the separated fibers are then in the air stream the flow 133, which previously served the separation, transported. This happens almost perpendicular to the fluidized bed and then along the same.
- the flow 133 may be through further Air flows, for example, air flow 68 are supplemented.
- the fluidized bed 66 is followed by a Saugband modifier, in this Figure is not shown (see in particular Fig. 10 and 12).
- a Saugband modifier on the suction belt, the scattered fibers are heaped up. It can also find two Saugb options use or even more suction belts.
- Fig. 7 shows a further embodiment of a separating device.
- a roller 60 is provided in this Embodiment.
- a plurality of air streams 74 which are generated by air nozzles 73.
- Air nozzles 73 are used in the separation chamber 61 .
- This not only have to be arranged on the chamber outer surface, but may also be distributed in the separating chamber 61.
- the air streams supply the fibers of the roller 60.
- a Roller can also be used by several rollers.
- the function the roller 60 or more rollers 60 corresponds to the function from Fig. 6.
- By the air currents 74 is an increased turbulence in the separating chamber 61, so that the singulation the fibers compared to the embodiment of FIG. 6 is improved.
- the individual fibers 65 pass accordingly through the screen 64 as in the example of FIG. 6.
- Fig. 8 is another embodiment of a separating device 115 shown.
- the air flow is here by the on Fluidized 69 applied negative pressure and from the nozzle bar 67 flowing air flow 68 generated. It can too find multiple nozzle strips use.
- the main air flow begins above the sieve 64, passes the rows of stirrers 82 and 83 and the screen 64. Thereafter, the main air flow enters the Fluidized bed region 66 and passes through the fluidized bed 66 to its The End.
- the essentially unaccompanied fiber material or fiber / fiber group mixture 31 passes above the screen 64 in the Casing. This can instead of the illustration in Fig. 8 in a Angle inclined as for example. With 45 ° to the horizontal.
- the Fiber / fiber group mixture 31 passes under the influence of Gravity and under the influence of the main air flow in the area the agitating tools 82 and 83.
- the stirrer rows 82 and 83 consist of successively arranged Rhackstäben that a suitable Drive stirring tool.
- the stirring tools are upside down 90 ° offset from one another. There may also be other displacement angles be provided.
- the unclassified fiber groups are from the torn, accelerated and against the rotating agitating tools Beaten 64 of the housing.
- the sieve 64 can also find a perforated plate or a round bar grid use.
- the Fiber groups or the fiber group mixture 31 is so long thrown against the sieve 64 until it dissolves into individual fibers and have passed the screen 64 in the main airflow. After that arrive the fibers as in the previous embodiments to the fluidized bed 66 and to a Saugband makeuper, the also not shown in Fig. 8.
- the disclosure of EP 0 616 056 B1 is intended to be complete be included in this patent application.
- a further preferred embodiment of the separating device 115 is shown in a schematic three-dimensional view in FIG Presentation disclosed.
- the essentially unripened fiber material or fiber / fiber group mixture is through the air streams 76 transported in the screening drums 78. This is done via lateral Openings 77 in the housing 79.
- the fiber material is in the direction the longitudinal axes of the screening drums 78 injected.
- By the blowing the fiber material on both sides counterclockwise results in a circumferential ring flow 80.
- Superimposed is the Ring flow 80 from a flow normal or substantially perpendicular to this, by an applied at the fluidized bed 69 end Vacuum and an air flow 68 is caused.
- the am Fluidized 69 prevailing negative pressure is created by the negative pressure in a suction belt conveyor, not shown, at the fluidized bed end 69 is arranged and the other on the air flow 72, which is funded by the suction 71.
- the normal flow starts above the sieve drums 78 and passes the sieve drums 78 via their shell openings. The normal flow then passes into the fluidized bed region 66 and passes the same until the end 69, where part of the normal flow at Wedge 70 is deposited from the fibers.
- the unclad fiber material enters the drums 78 the inner circumferential surfaces of the drums 78.
- the drums 78 rotate with a direction of rotation 81 of the screening drums 78 in a clockwise direction.
- the stored on the drum shell surfaces, essentially unripe fiber material is from the rotating drums fed to the separating rollers 85.
- the separating rollers 85 rotate in the direction of rotation 84 of the separating rollers 85th counterclockwise. It would also be an alternative rotation clockwise possible.
- the separating rollers 85 and Nadelwalzen capture the unclear fiber groups and rip these as well as accelerate these.
- the fiber groups will be as long thrown against the inner surface of the drums 78 until they have dissolved into individual fibers and the mantle openings have passed, i. detected by the air flow (the normal flow) and be guided or sucked through the sieve drum 78.
- a screen drum 78 can also be a drum with perforated plates or Rundstabgitter be provided.
- the fibers or individual fibers are from an air flow detected and guided through the radial openings of the drum or sucked.
- the airflow causes the fibers to go down promoted to the fluidized bed. Once the fiber-laden flow at Fluidized bed is reached, this is deflected and along the curved Fluidized bed led. Due to acting on the fibers Centrifugal forces move the fibers to the curved baffle and flow to the suction belt conveyor. The above the fibers co-flowing air is deposited on the wedge or separator 70 and discharged via the suction 71.
- Fig. 9 the corresponding fiber streams 75 are shown schematically. There are scattered fibers from one of the nozzle bar 67 emerging airflow 68 detected and accordingly fed to the fluid bed end 69, as well as the fluidized bed 66th passing individual fibers through the air flow 68. Es can also be provided more nozzle strips.
- the openings 132 are thus such designed so that only a few fibers pass through can.
- the separating device shown in Fig. 9 corresponds at least some of those described in WO 01/54873 A1 or the US 4,640,810 A of Messrs. Scanweb, Denmark, and USA, respectively are.
- the disclosure of the aforementioned patent application or of the aforementioned US Patent is intended in its entirety to the disclosure This patent application be included.
- 10 shows a schematic representation of a strand production machine 110th
- Fig. 11 shows a part of the strand making machine 110 in one Top view in the direction of arrow A and Fig. 12 is a side view the strand making machine 110 of FIG. 10 in the direction of Arrow B.
- the unclarified fiber material passes over the stowage bay 32 to the metering device 34, which in this example a feed roller pair 34 with a rotating roller 32 is.
- the direction of the Material entry 100 is in Fig. 11 in drawing plane down, such is shown there schematically.
- the unripe fiber material is singulated in the separation chamber 61.
- the one by the air flow in the suction nozzle 71 and the air flow 72 'in Saugband makeuper 89 generated air flow on the fluidized bed 66 promotes the isolated Fibers 65.
- the air flow 72 in the suction pipe 71 is relative to their direction in Fig. 11 up out of the plane, as shown in Fig. 11.
- the airflow 72 also transports excess Fibers off.
- the air flow 72 ' is used to hold on the suction belt 89 queued fibers 65th
- the separated fibers 65 move in the direction of the fluidized bed 66 to the fluid bed end 69 at which, as shown in the figures is a suction belt conveyor 89, is arranged.
- a suction belt conveyor 89 prevails by continuous air suction vacuum.
- This Air suction is shown schematically by the air stream 72 '.
- the negative pressure sucks the separated fibers 65 and holds them on air-permeable suction belt of Saugband makeupers 89 firmly.
- the individual fibers 65 are correspondingly on the air-permeable Suction belt of Saugband makeupers 89 customschauert.
- the Suction belt 116 moves in the direction of strand production machine 110, ie in Fig. 10 to the left. It forms an extrusion machine 110 towards strength linearly increasing fiber cake or fiber flow 86 on the suction belt.
- the heaped fiber stream 86 is varies greatly and will be at the end of the landfill zone of the Saugband makeupers 89 by trimming by a trimmer 88 trimmed to a uniform strength.
- the trimming device 88 may be a mechanical such as Trimmerusionn or a pneumatic by means of, for example, air nozzles.
- the mechanical Trim is known per se in cigarette rod making machines.
- the pneumatic trim is done in such a way that horizontally on End of the fiber stream 86, a nozzle is arranged, from the one Air jet exits and a part of the fiber stream 86 tears out, so that excess fibers 87 are discharged. It can be one Spot jet nozzle or a flat jet nozzle find use.
- the fiber stream 86 is split into a trimmed one Fiber strand 90 and a strand of excess fibers 87. It is also possible to have all fibers below a trim measure from a jet to capture and tear away. The excess Fibers are recycled to the fiber preparation process and are later formed again into a fiber strand.
- the trimmed fiber strand 90 is held on the suction belt 116 and moved in the direction of the stranding machine 110.
- a Compression belt 92 is compressed.
- the compaction belt 92 may also find a role use. It can also find several bands or roles use. It takes place also laterally a compression of the fiber cake, in particular is shown by Fig. 11.
- Fig. 11 the densification belts 101 shown, which taper conically to each other and in Saugband york with the fiber cake.
- the toothed Form of the compression bands 101 create zones of different Density in the compacted fiber cake. In the higher zones Density, the filter strand is cut later.
- a compression belt 92 is provided for compacting in vertical Direction. Instead the compression belt 92 may also be provided rollers.
- the trimmed and compacted fiber strand 91 is fed to the stranding machine 110 handed over.
- the transfer takes place by the detachment of the compacted fiber strand 91 from the suction belt 116 and the order of the fiber strand 91 onto a format strip of the stranding machine 110.
- the format tape is not shown in the figures. It can This is a common format tape, which is synonymous with a normal filter rod machine or cigarette rod machine Use finds.
- the handover will be from one of the top of the compacted fiber strand 91 directed nozzle 93 through which a Air flow 94 leads, supported.
- a fiber filter strand 95 is produced, wherein from a reel 98, a wrapping material strip 99 um the fiber material is wound as usual.
- a certain internal pressure builds up in the fiber filter strand 95.
- binding components which in the Fiber mixture are included, superficially heated and melted. Accordingly, the outer layers of Bicomponent fibers are melted, leaving a connection between the fibers arises. This is in particular to the patent application of the applicant DE 102 17 410.5 referenced.
- the curing device 96 may also include microwave heating, a laser heating, heating plates or sliding contacts include.
- the binding components By heating the binding components connect the Individual fibers in the fiber strand with each other and merge superficially. Upon cooling of the fiber strand harden the melted Areas again. The resulting lattice framework gives the fiber strand stability and hardness. In conclusion, the hardened fiber filter strand 95 cut into fiber filter rods 97. The curing of the fiber filter is also after cutting into the Fiber filter rods 97 possible.
- the air flow 102 still shown in FIG. 12 serves as the air streams the previous embodiments also for transport of the fiber material.
- Fig. 13 is a three-dimensional schematic representation of a Fifth embodiment of the separating device according to the invention which is similar to that of FIG. 9.
- the granule dosing device 120 scatters over the entire width of the separating device 115 a granulate between the screening drums 78 in the separating device 115.
- the interspersed granules 121 mix in the field of sieve drums 78 with the out of the sieve drums 78th exiting fibers.
- the result is a mixture of isolated fibers and granules, which in the air stream on the fluidized bed to Saugstrang makeuper, in the conveying direction behind the Saugstrangende 79th is arranged, is promoted.
- Fig. 14 shows a schematic cross-sectional view of another Separating device 115.
- the Air flow improves, so that more uniform fiber streams 75 or 75 'are generated.
- An airflow 122 enters the upper one Area of the screening drum 78 in the device.
- the from the screening drums 78 emergent isolated fibers enter channels 123 and 124 and are due to the corresponding air flow guided down into the region of the fluidized bed 66.
- the fiber streams 75 become a fiber stream 75 'united. In this area, much of the Transport air separated from the fiber stream, resulting from the air flow 122 'is shown.
- a suction nozzle 125 in Rolling of the fluidized bed 66 is provided.
- the fiber stream 75 passes after the union of the two fiber streams 75 into one channel, formed by the fluidized bed 66 and the separator 127 becomes. At this point it may be possible depending on the procedure be that already has formed a fleece or it can also be that the fibers are still isolated.
- the fiber stream 75 'becomes then by the voltage applied to Saugband redesigner 89 vacuum transported to the fluidized bed end 69 and the suction belt conveyor 89.
- FIG. 15 shows a corresponding schematic sectional representation, which is similar to that of FIG. 14.
- Fig. 14 is a Granulatdosiervorraum 120 above the screening drums 78 arranged. From two sampling nozzle is the respective sieve drums 78 granules 121 fed. The educated one Fiber / granule stream 128 which is in channels 123 and 124 is transported 66 is combined in the lower part of the fluidized bed and to a fiber / granule stream 128 '.
- Fig. 16 illustrates another embodiment of the invention Separation device 115.
- the addition of granules 121 from the Granulatdosiervortechnik 120 is in the vicinity of Fluidized 69 performed.
- Granules 121 reaches an accelerating element 129, which is a roller, a brush or a Can be nozzle.
- the accelerated granules 121 passes through the Line 130 in the fluidized bed in a vertical fluidized bed section 131st
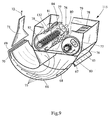
- a Filterstrangherstell listening invention is in side view shown schematically in Fig. 17. That with this device to be carried out process is used to produce cigarette filters from suitable fibrous materials biological and / or of synthetic origin and also other materials such as granules
- the filter materials may be those act, which are already described above. This is in particular also refer to EP 03 004 594.2 of the Applicant entitled "Cigarette filter and method of making the same". It should both filter from the fibers of a single material be prepared as well as any mixture of fibers different materials. Filter made of fibers of a single material need only in the Filterstrangherstell annoying of FIG. 17 a Filtermaterialzu Switzerlandvortechnisch 201 and 209.
- the produced Filters which can also be called fiber filters, are depending on the fiber mixture z.T. or completely biodegradable.
- the filter strand or as a filter strand shape can be a round or oval cigarette filter to be sought, the end of the manufacturing process is produced.
- the device shown in Fig. 17 processes two different ones Fibers, which are at two metering points of two Filtermaterialzu Foodvoriquesen, namely a metering opener 209 and a fiber mill 201 are fed to the fluidized bed 216.
- the first metering point is the transition of the fiber mill 201 into a fiber channel 215, which is immediately followed by the fluidized bed 216.
- a cellulose raw material As cellulose acetate fibers are in the form of a nonwoven 223, rolled up on a bobbin 202, before.
- the fiber fleece 223 via a feed roller pair 204, which by a motor 203 is driven, fed to the fiber mill 201.
- a rotating one Milling drum 207 which is driven by a motor 205, fibrillates cellulose plates or cellulose nonwoven fabric at high speed.
- the milling drum 207 has a plurality of milling discs on.
- the plurality of milling discs 207 is shown in FIG a plan view of the device of FIG. 17 in schematic Representation is to recognize more clearly.
- the cellulose fibers are via separator plates 208 in a strong transport air stream 206th given.
- the second metering point is at a point 214 in the region of the fiber channel 215, in which the output of the Dosieröffners 209 is located.
- the dosing opener 209 is preceded by a bale opener 226, which is shown in Fig. 19.
- a corresponding bale opener 226 can be purchased, for example, from Trützschler, Germany become.
- the fiber material in the form of bales or stacks is isolated in the bale opener 226 or isolated to a high degree.
- the fiber material may be, for example, bicomponent fibers include.
- the isolated or pre-separated fibers become via transport air via a pipeline 210 to the metering opener 209 supplied.
- Dosieröffner 209 the fibers by means of Siebes 228 separated from the transport air and fall into one Reservoir shaft 211.
- the reservoir or the reservoir shaft 211 into which the fibers be deposited or fall into it, is used to compensate fluctuating flow rates of the bale opener, for example can result from a bale change.
- the reservoir is thus necessary for a continuous dosage of fibers in to enable a production process.
- Benadelte transport rollers 212 convey the fibers by their rotational movement the needled metering roller 213. By speed variation of the rotating Parts is the mass flow rate adjustable.
- the fibers through the transport air flow 206 combed out of the needles and completely isolated. This can also by appropriate Abscheiderbleche, not shown are supported. Subsequently, the fibers in the fiber channel 215 and fed to the fluidized bed 216.
- the mass flow rate of the fiber mill 201 is done by control or regulation of the feed of the material in the form of the fleece 223 in the fiber mill 201.
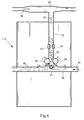
- the transport air stream 206 flows through the two shown in FIG Feed channels 229 and 230, so first in each feed channel different filter material separated from the other Filter material is promoted.
- the feed channels are through a Partition 231 separated from each other.
- the two feed channels 229 and 230 connect at location 232 to a fiber channel 215. This is preferably rectangular. From this point on is the fiber channel to designate as fluidized bed 216.
- the at least two fiber materials unite in the fluidized bed 216 to a homogeneous Fiber mixture.
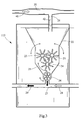
- the fluidized bed 216 describes a uniform curve function, the is tangentially adapted to the fiber channel 215. About the bottom or the lowest point 217 to the vertical inlet cheek of the Saugstrangkanals 218 describes the curve the quadrant an ellipse. At the end point of the fluidized bed 216 at the the fluidized bed goes into the Saugstrangkanal 218, prevails the strongest curvature of the curve.
- the increasingly narrowing Curve radius in conjunction with the speed of the Fibers attach themselves to the fibers by the centrifugal force increasingly to the lower sheet wall or fluidized bed wall 227. In the area The strongest curve curvature is dominated by the largest centrifugal force.
- the lower, fiber-leading, Channel opens into the Saugstrangkanal 218.
- the upper, ideally largely fiber-free, channel is used for removal the large transport air flow from the system. Not discharged Fibers can meet the requirements of a separator be deposited and used again.
- the transport air flow 206 is in part by a to the Saugstrang Wegner 221 connected fan generated in the Saugstrangdecier and creates a negative pressure in the fluidized bed. Of the necessary air flow 206 for the operation of the fiber mill 201 or the Dosieröffners 209 is not only by the Saugstrangventilator generated alone. Also a second on the fluidized bed separator 220 connected additional fan generates the additional necessary transport air stream 206.
- the ratio of the volume of air to be extracted at the point of separation or location 219 is determined by the desired air speeds and affects the line cross section. Furthermore you can the air volume flows in the two lines after the separation be adjusted by controlling the two fans.
- a bicomponent fiber is the different fiber types via different dosing systems in different places fed to the feed channel of a fluidized bed or a fluidized bed.
- the transport air for the fibers is sent to the fan via the fan Fluid bed subsequent Saugstrangenseers and a fan generated at the fluidized bed.
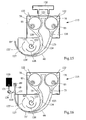
- Fig. 19 is an arrangement of corresponding machines to be used for a Filterstrangherstell Surprise invention shown. After the fluidized bed 216, a filter rod machine closes 222, the structure of a cigarette rod machine similar, however, to the characteristics of the comparison to tobacco fibers other material (different filter fiber materials, or granules or powder) is adjusted.
- Fig. 20 is another Filterstrangherstell worn invention shown schematically.
- the Binding fibers such as bicomponent fibers to the filter manufacturing process added in a first place
- Filler fibers such as cellulose fibers from a fiber mat 303 or a nonwoven 303 of a reel 302 the binder fiber stream on a fiber mill rotor or milling drum 307 fed and mixed by the action of the cutterhead 307 become.
- the mode of operation here is as follows.
- binding fibers are dosed and processed.
- the dosing and conditioning device 309 is disposed upstream of a fiber mill 301.
- the dosage and Conditioning device 309 delivers binding fibers from roller 328 323 to an airflow 306 from.
- the operation of the dosing and processing device 309 will be in the following described in more detail.
- binder fibers multicomponent fibers, especially bicomponent fibers come into question. For this purpose, in particular to DE 102 17 410.5 of the applicant directed.
- the air stream 306 is guided in the channel 326.
- the airflow 306 in channel 326 and also in fluidized bed channel 316 becomes either alone or substantially by the rotation of the cutterhead 307 in the Channel region 325 of the channel 326 generated.
- the airflow 306 is further by the fan or a Saugluftgebläse to the Saugstrangmer 321 and the fan or a circulating air blower, the air from the fluidized bed 320 sucks, supports and led out of the process.
- the blower or the fan 329 optionally supports airflow 306.
- the laden with binding fibers 323 air flow 306 enters the Channel area 325 on the milling drum 307.
- the feed rollers 304 promote a fiber mat or a non-woven fabric 303 of the reel 302 to the cutterhead 307.
- the cutterhead 307 unravels the Fleece 303 to single fibers 324.
- the individual fibers 324 are of the Milling drum 307 in the channel region 325 of the channel 326 thrown and there mixed with the binding fibers 323.
- the fiber mixture 327 is discharged from the channel 326 in FIG transported to the fluidized bed channel 316. It is in this invention Device possible between the channel 326 and the Fluid Bed Channel 316 via a feed shaft 330 granules the Mix fiber mixture 327.
- the binding fibers 323 may also be a mixture of different Fibers, such as a blend of polypropylene fibers and bicomponent fibers. For mixing and dosing this Fibers may serve as the dosing and conditioning device 309.
- Fig. 21 shows the detail A of the device according to the invention from Fig. 20 in a schematic view, wherein the Sheath of the fiber mill 301 was removed. It's special good the mixture of the bicomponent fibers 323 or binder fibers 323 shown with the individual fibers 324 by means of the milling drum 307.
- the conveying direction 323 'of the binding fibers 323 and the conveying direction 327 'of the fiber mixture 327 are also shown.
- the conveying direction 310 of the fleece 303 is shown.
- the dosage and Conditioning device 309 is shown in FIG. 22 in a particular Embodiment shown schematically in more detail.
- the fibers 323 move down the shaft 331. At the lower end of the shaft 331 are the fibers 323 of the slowly running feed roller 332 recorded.
- the feed roller 332 promotes the fibers 323 against a spring-mounted trough 333. In this case, the fibers are drawn 323 and a thin compact fiber cake, not shown, compacted.
- the fan 338 generates a recirculated airflow 339.
- the air flow 339 is in the channel 340 and then at the Feed roller 332 passed over. This cleans the air flow 339th the feed roller 332. Subsequently, the air flow takes 339 fibers 332 and transports them in the shaft 335 down.
- the shaft 335 After the diversion of the shaft 335 in the direction of the horizontal the shaft 335 is in the area 336 designed so that the Shaft walls are formed at the top and bottom in comb shape, the means that recesses are provided there, through the air can flow.
- this area 336 the air flow 339 over the combs, which are not shown in Fig. 22, of the fibers 323rd deposited.
- the fan 338 sucks the air flow 339 from the Comb portion 336 via the pipes 337 from. The cycle of airflow 339 is thus closed.
- the fibers deposited by the air stream 339 become the end from the shaft 335, namely behind the comb portion 336, from the slow-moving feed roller 343 detected and against the trough 341 and then a leaf spring battery 342 promoted.
- the Trough 341 is spring-mounted. It creates a thinner, more compact Fiber cake, which is not shown and that between the feed roller 343, the trough 341 and the leaf spring battery 342 promoted and compacted.
- rollers 344, 345 and 328 are with sawtooth or Trapeze tooth sets equipped.
- the rolling speeds are from Roller 344 rising toward roller 328.
- the fibers 323 After the fibers 323 for a rotation of about 180 ° in the With the roller 344 held, the fibers 323 become passed tangentially to the counter rotating roller 345. There the roller 345 rotates faster than the roller 344 and in particular has a finer Sge leopard- or Trapez leopardgarnitur done a longitudinal alignment, parallelization and separation of the fibers at the handover.
- the fibers 323 in the clothing of the roller 345 After the fibers 323 in the clothing of the roller 345 about 180 ° have been held long, the fibers 323 are tangent to the turn pass in opposite directions rotating roller 328. Because the roller Turns 328 faster than the roller 345 and in particular a finer Has sawtooth or Trapez leopardgarnitur, takes a longitudinal alignment, Parallelization and separation of the fibers in the Handing over. After the fibers 323 in the clothing of the roller 328th held at about 180 °, the fibers 323 become tangent ejected upward in the air stream 306 in the channel 326.
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie. Die Erfindung betrifft ferner eine Filterstrangherstelleinrichtung der tabakverarbeitenden Industrie, umfassend wenigstens eine Filtermaterialzuführvorrichtung, aus der das Filtermaterial dosiert abgebbar ist und eine Strangaufbauvorrichtung, in der das Filtermaterial zu einem Strang ausbildbar, insbesondere aufschauerbar, ist.The invention relates to a method for producing a nonwoven fabric for the manufacture of filters of the tobacco processing industry. The The invention further relates to a filter strand manufacturing device of the tobacco processing Industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material is too a train can be formed, in particular aufschauerbar is.
Ein Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie und eine entsprechende Filterstrangherstelleinrichtung der tabakverarbeitenden Industrie ist aus der GB 718 332 bekannt. Hierbei werden mittels einer Tabakschneidemaschine Schnipsel eines Materials hergestellt und diese einer Strangmaschine, ähnlich einer Zigarettenstrangmaschine, zugeführt, wobei die Schnipsel mit einem chemischen Mittel imprägniert werden, um einen ungewünschten Geschmack zu verhindern und zu verhindern, dass die Schnipsel aus den Endstücken der entsprechend hergestellten Filter herausfallen. Die geschnittenen Schnipsel werden mittels einer Trommel in den Wirkbereich einer Stachelwalze gefördert und mittels der Stachelwalze von der Trommel auf ein Förderband gefördert, um anschließend einer weiteren Fördertrommel zugeführt zu werden, aus der die Schnipsel mittels einer weiteren Stachel- bzw. Schlägerwalze ausgeschlagen werden und einem Format zugeführt werden, in dem der Filterstrang mit einem Umhüllungsstreifen gebildet wird. Die Schnipsel aus Materialien wie Papier, Cellulose, Textilien, synthetische Materialien oder ähnlichem, haben eine ähnliche Struktur wie geschnittener Tabak.A process for producing a nonwoven fabric for the production of Filter the tobacco processing industry and a corresponding Filterstrangherstelleinrichtung the tobacco processing industry is from GB 718 332. This will be done by means of a tobacco cutting machine Snippets of a material made and these a stranding machine, similar to a cigarette rod machine, supplied, wherein the chips are impregnated with a chemical agent to prevent unwanted taste and to prevent the snippets from the tails of the corresponding fall out made filter. The cut Snippets are by means of a drum in the effective range of Spiked roller promoted and by means of the spiked roller of the drum promoted on a conveyor belt, then another To be supplied to the conveyor drum, from which the snippets by means of another barbed or racket roller are knocked out and a format in which the filter strand with a Serving strip is formed. The snippets of materials like paper, cellulose, textiles, synthetic materials or similar, have a similar structure as cut tobacco.
Aufgrund der Form der Schnipsel ist es nur schwer möglich, Filter mit homogenen Eigenschaften herzustellen. Außerdem ist die Variabilität der Einstellung der Filtereigenschaften nur sehr bedingt möglich.Due to the shape of the snippets, it is difficult to filter to produce with homogeneous properties. In addition, the variability the setting of the filter properties only very limited possible.
Demgegenüber ist es Aufgabe der vorliegenden Erfindung, ein Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie und eine gattungsgemäße Filterstrangherstelleinrichtung anzugeben, mittels der sehr homogene Filter herstellbar sind und die eine hohe Variabilität der Eigenschaften des herzustellenden Filters ermöglichen.In contrast, it is an object of the present invention, a method for producing a nonwoven fabric for the production of filters the tobacco processing industry and a generic Filterstrangherstelleinrichtung indicate, by means of very homogeneous Filters are produced and the high variability of the properties allow the filter to be produced.
Gelöst wird diese Aufgabe durch Verwendung eines Fließbetts bei der Herstellung von Filtern der tabakverarbeitenden Industrie. Durch Verwendung eines Fließbetts, das auch Fließbettverteiler genannt werden kann, ist es gezielt und auf einfache Weise möglich, Filtermaterial, und insbesondere vereinzeltes Filtermaterial, dosiert in Richtung einer Strangaufbauvorrichtung zu fördern, wobei eine sehr gleichmäßige Förderung möglich ist, wodurch die Homogenität des hergestellten Filters hoch ist.This problem is solved by using a fluidized bed the manufacture of filters of the tobacco processing industry. By Use of a fluidized bed, also called fluid bed distributor it is targeted and easily possible to filter material, and in particular isolated filter material, dosed in Direction of a strand building device to promote, with a very uniform promotion is possible, whereby the homogeneity of the produced filter is high.
Wenn das Fließbett in Förderrichtung der Filtermaterialien stromaufwärts einer Strangaufbauvorrichtung angeordnet ist, wobei das Fließbett eine die Filtermaterialien führende gekrümmte Wand umfasst, ist es besonders gut möglich, einen möglicherweise verwendeten Transportluftstrom von dem Filtermaterial zu trennen, wodurch sehr gute Strangeigenschaften des aufgeschauerten Filtermaterials auf der Strangaufbauvorrichtung ermöglicht ist, wodurch ein homogener Filter erzeugt werden kann. Vorzugsweise ist die gekrümmte Wand in Förderrichtung zunächst abwärts gerichtet, in die Waagerechte übergehend, um anschließend aufwärts gerichtet zu sein.If the fluidized bed upstream in the conveying direction of the filter materials a strand building device is arranged, wherein the Fluidized bed comprises a curved wall carrying the filter materials, It is especially possible to use a possibly used one To separate transport air flow from the filter material, whereby very good strand properties of the quenched filter material is enabled on the strand building device, whereby a homogeneous filter can be generated. Preferably, the curved Wall initially directed downward in the conveying direction, in the Moving horizontally and then upwards his.
Die Aufgabe wird ferner durch ein Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie mit den folgenden Verfahrensschritten gelöst:
- Zuführen von vereinzelten Filtermaterialien zu einem Fließbett,
- Transportieren bzw. Fördern des Filtermaterials in dem Fließbett im Wesentlichen mittels eines Transportluftstromes in Richtung einer Strangaufbauvorrichtung und
- Aufschauern des Filtermaterials auf der Strangaufbauvorrichtung.
- Supplying isolated filter materials to a fluidized bed,
- Transporting or conveying the filter material in the fluidized bed essentially by means of a transport air flow in the direction of a strand-building device and
- Shuddering of the filter material on the strand building apparatus.
Als Strangaufbauvorrichtung eignet sich insbesondere ein Strangförderer, der ein luftdurchlässiges Fördermedium wie bspw. ein Förderband umfasst.In particular, a strand conveyor is suitable as a strand building device. the air-permeable conveying medium such as, for example, a conveyor belt includes.
Durch das erfindungsgemäße Verfahren ist es möglich, sehr homogene Vliese für die Herstellung von Filtern der tabakverarbeitenden Industrie herzustellen, so dass die erzeugten Filter aus diesem Vlies auch sehr homogen sind. Wenn das Filtermaterial Fasern umfasst, ist zudem eine besonders hohe Variabilität der Einstellung der Filtereigenschaften möglich.The inventive method, it is possible very homogeneous Nonwovens for the production of filters of tobacco processing Manufacture industry so that the filter produced from this fleece are also very homogeneous. If the filter material comprises fibers, is also a particularly high variability of the setting of the filter properties possible.
Ein Verfahren zur Aufbereitung von Filtermaterial zur Verwendung bei der Herstellung von Filtern der tabakverarbeitenden Industrie weist die folgenden Verfahrensschritte auf:
- Zuführen endlicher Fasern zu einer Vereinzelungsvorrichtung,
- Vereinzeln der Fasern und
- Transportieren der vereinzelten Fasern in Richtung einer Strangaufbauvorrichtung.
- Feeding finite fibers to a singulation device,
- Separating the fibers and
- Transporting the separated fibers in the direction of a strand-building device.
Durch Verwendung von endlichen Fasern als Filtermaterial und durch ein im wesentlichen vollständiges Vereinzeln dieser Fasern vor dem Bilden des Stranges, aus dem im folgenden der Filter gebildet wird, ist es möglich, sehr homogene Filtereigenschaften zu erzielen. Hierbei ist gerade das im wesentlichen vollständige Vereinzeln der Fasern von besonderer Wichtigkeit, da nur vereinzelte Fasern, die anschließend wieder zu einem Vlies aus den vereinzelten Fasern umgebildet werden, es ermöglichen, ein Vlies mit gleichmäßiger und homogener Dichte herzustellen.By using finite fibers as filter material and by substantially complete separation of these fibers before forming the strand, from which the filter is formed below It is possible to use very homogeneous filter properties achieve. Here is just the essentially complete separation Of fibers of particular importance, since only isolated Fibers, which subsequently revert to a fleece from the isolated Fibers are reformed, making it possible to use a fleece produce uniform and homogeneous density.
Das Erscheinungsbild eines Stromes aus vereinzelten Fasern ähnelt dem eines Schneesturmes, also einem Strom von Fasern, der eine homogene statistische Verteilung der Fasern sowohl räumlich als auch zeitlich aufweist. Insbesondere bedeutet das vollständige Vereinzeln der Fasern, dass im Wesentlichen keine Gruppen von Fasern, die miteinander verbunden sind, mehr vorhanden sind. Erst nach dem Vereinzeln der Fasern wird wieder ein Verbund der Fasern bspw. eine vliesartige Struktur hergestellt. Durch Auflösung der Fasergruppen, durch Vereinzelung der Fasern in Einzelfasern, kann anschließend ein Vlies hergestellt werden, der keine Brücken und Hohlräume enthält.The appearance of a stream of isolated fibers resembles that of a snowstorm, that is, a stream of fibers, the one homogeneous statistical distribution of fibers both spatially and also temporally. In particular, this means complete separation the fibers, that are essentially no groups of fibers, which are interconnected, more are available. First after the separation of the fibers, a composite of the fibers is formed again For example, a non-woven structure produced. By dissolution of the Fiber groups, by singling the fibers in individual fibers, can Subsequently, a nonwoven be made, which does not have bridges and Contains cavities.
Wenn das Transportieren der vereinzelten Fasern wenigstens teilweise mittels eines Luftstromes geschieht, können die vereinzelten Fasern, ohne Fasergruppen zu bilden, transportiert werden. Eine besonders bevorzugte Ausführungsform des Verfahrens liegt dann vor, wenn das Vereinzeln der Fasern wenigstens teilweise mittels eines Luftstroms geschieht. Hierdurch wird der Vereinzelungsgrad sehr hoch. Es wird viel Luft verwendet, um die Fasern zu vereinzeln. Im Fließbettbereich wird dann überschüssige Luft von dem Faserstrom wenigstens teilweise abgeschieden.When transporting the separated fibers at least partially By means of a stream of air, the isolated Fibers without forming fiber groups are transported. A then particularly preferred embodiment of the method is when the singulation of the fibers at least partially by means of an airflow happens. As a result, the degree of separation very high. A lot of air is used to separate the fibers. In the fluidized bed area, excess air then becomes from the fiber stream at least partially deposited.
Wenn das Vereinzeln der Fasern wenigstens teilweise mittels eines Hindurchtretens durch Öffnungen einer mit einer Mehrzahl von Öffnungen versehenen Vorrichtung geschieht, ist ein hoher Wirkungsgrad bei der Vereinzelung möglich. Wenn das Zuführen der Fasern wenigstens teilweise mittels eines Luftstromes geschieht, verbleiben vorvereinzelte Fasern beim Zuführen im Wesentlichen vereinzelt. Vorzugsweise werden die vereinzelten Fasern und auch die Fasergruppen, die vorm (im Wesentlichen vollständigen) Vereinzeln der Fasern aufbereitet werden, im Wesentlichen nur mit Transportluft bzw. einem Luftstrom zugeführt.When the separation of the fibers at least partially by means of a Passing through apertures one having a plurality of apertures provided device is a high efficiency possible during singulation. When feeding the fibers at least partially by means of an air flow, remain pre-separated fibers when feeding substantially isolated. Preferably, the singulated fibers and also the fiber groups, the before (essentially complete) separation of the Fibers are processed, essentially only with transport air or fed to an air flow.
Wenn wenigstens zwei Vereinzelungsschritte vorgesehen sind, wird ein höherer Grad der Vereinzelung der Fasern erreicht. Vorzugsweise geschieht eine Vorvereinzelung von in einem Verbund vorliegenden endlichen Fasern. Hierzu wird vorzugsweise eine Hammermühle oder ein Ballenauflöser verwendet. Eine Hammermühle findet dann Anwendung, wenn ein Faserfilz zur Verfügung gestellt wird. Ein Ballenauflöser findet dann Anwendung, wenn ein Faserballen zur Verfügung gestellt wird.If at least two separation steps are provided, is achieved a higher degree of singulation of the fibers. Preferably happens a pre-separation of present in a network finite fibers. For this purpose, preferably a hammer mill or a bale breaker used. A hammer mill finds then application when a fiber felt is provided. A bale breaker then applies when a fiber bale is made available.
In einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens ist wenigstens ein Dosierungsschritt vorgesehen, mittels dem die Menge der Fasern, insbesondere vorgebbar, dosiert wird. Es kann hierbei eine Vordosierung und/oder eine Hauptdosierung vorgesehen sein. Mittels der Vordosierung wird grob der Durchsatz der aufzubereitenden Fasern eingestellt. Mittels der Hauptdosierung wird eine feinere Einstellung ermöglicht.In a preferred embodiment of the method according to the invention At least one metering step is provided by means of which the amount of fibers, in particular predeterminable, is metered. It In this case, a predosing and / or a main dosage can be provided his. By means of the predosing is roughly the throughput of adjusted fibers to be prepared. By means of the main dosage a finer adjustment is possible.
Wenn wenigstens ein Dosierungsschritt gleichzeitig mit einem Vereinzelungsschritt geschieht, ist eine besonders effektive und schnelle Verfahrensführung möglich.When at least one dosing step occurs simultaneously with a dicing step happens is a particularly effective and fast Process management possible.
Vorzugsweise finden verschiedene Fasersorten Verwendung, so
dass Filter mit den verschiedensten Filtereigenschaften herstellbar
sind. Als Fasermaterialien kommen bspw. Celluloseacetat, Cellulose,
Kohlefasern und Mehrfachkomponentenfasern, insbesondere
Bikomponentenfasern in Frage. Bezüglich der in Frage kommenden
Komponenten wird insbesondere Bezug genommen auf die DE 102
17 410.5 der Anmelderin. Preferably find different types of fiber use, so
that filter with a wide variety of filter properties produced
are. As fiber materials are, for example, cellulose acetate, cellulose,
Carbon fibers and multicomponent fibers, in particular
Bicomponent fibers in question. Regarding the candidate
In particular, components are referred to
Vorzugsweise werden die verschiedenen Fasersorten gemischt. Es ist ferner möglich, wenigstens ein Additiv hinzuzufügen. Bei dem Additiv handelt es sich bspw. um ein Bindemittel wie Latex oder um Granulatmaterial, das besonders effektiv Bestandteile des Zigarettenrauches bindet wie bspw. Kohleaktivgranulat.Preferably, the different fiber types are mixed. It it is also possible to add at least one additive. In which Additive is, for example, a binder such as latex or to Granular material, the most effective ingredients of cigarette smoke binds such as coal active granules.
In einer besonders bevorzugten Ausführungsform des Aufbereitungsverfahrens geschieht eine vollständige Vereinzelung mit oder im Anschluss an einen zweiten oder dritten Dosierungsschritt, wobei diese nach einem dritten Dosierungsschritt insbesondere beim Vorsehen einer Vordosierung ermöglicht ist.In a particularly preferred embodiment of the treatment process happens a complete separation with or following a second or third dosing step, wherein this after a third dosing step especially when providing a pre-dosage is possible.
Besonders bevorzugt ist es, wenn die Faserlänge kleiner ist als die
Länge des herzustellen Filters. Bezüglich der Faserlänge wird auch
vollumfänglich auf die DE 102 17 410.5 der Anmelderin verwiesen,
die in den Offenbarungsgehalt dieser Anmeldung aufgenommen
sein soll. Die Länge der Fasern soll demnach zwischen 0,1 mm und
60 mm und insbesondere zwischen 0,2 mm und 10 mm liegen. Bei
künstlich hergestellten Fasern soll die Faserstärke 1 bis 20 dtex,
bevorzugt 2 bis 6 dtex, betragen. Bei der Länge des herzustellenden
Filters handelt es sich um einen üblichen Filter für eine Zigarette
bzw. ein Filtersegment beim Multisegmentfiltern von Zigaretten.
Wenn außerdem der mittlere Faserdurchmesser im Bereich von 10
bis 40 µm, insbesondere 20 bis 38 µm, liegt und besonders bevorzugt
zwischen 30 und 35 µm, ist ein sehr homogener Filter nach der
erfindungsgemäßen Aufbereitung herstellbar.It is particularly preferred if the fiber length is smaller than that
Length of the filter to be made. Regarding the fiber length will also
fully referred to
Vorzugsweise ist ein Verfahren zur Herstellung von Filtern der tabakverarbeitenden Industrie, umfassend ein Verfahren zur Aufbereitung von Filtermaterial der vorstehend beschriebenen Art dadurch vorgesehen, dass außerdem anschließend ein Faserstrang gebildet wird und der Strang in Filterstäbe zerteilt wird. Preferably, a method of making filters is the tobacco processing Industrial, comprising a process for treatment of filter material of the type described above thereby provided that also subsequently formed a fiber strand and the strand is divided into filter rods.
Vorzugsweise wird bei dem Verfahren zur Herstellung von Filtern der tabakverarbeitenden Industrie spätestens beim Strangaufbau ein Vlies aus den vereinzelten endlichen Fasern gebildet. Zum Strangaufbau aus endlichen Fasern werden diese über ein Fließbett transportiert und einem Saugbandförderer zugeführt. Hierdurch bildet sich ein Vlies auf der Oberfläche des Saugbandförderers. Der Saugbandförderer ist speziell ausgebildet, um die endlichen Fasern, die bspw. einen relativ kleinen Durchmesser haben, auf dem Saugband zu halten. Der Strangaufbau entspricht an sich im wesentlichen dem Strangaufbau eines Tabakstrangs, wobei allerdings entsprechende Maßnahmen bzw. Variationen eingeführt werden, um das von der Größe und Struktur her andere Material der endlichen Fasern im Vergleich zu Tabakfasern in einen homogenen Strang zu überführen. Hierzu wird insbesondere Bezug genommen auf die europäische Patentanmeldung der Anmelderin mit dem Titel "Verfahren und Einrichtung zur Herstellung eines Filterstrangs", Az.: EP 03007675.6.Preferably, in the method of making filters the tobacco processing industry at the latest strand construction a fleece formed from the isolated finite fibers. To the Strand construction of finite fibers are these via a fluidized bed transported and fed to a suction belt conveyor. This forms a fleece on the surface of the suction belt conveyor. Of the Suction belt conveyor is specially designed to handle the finite fibers, which, for example, have a relatively small diameter, on the suction belt to keep. The strand structure corresponds essentially to the strand structure of a tobacco rod, however, corresponding Measures or variations are introduced to the material of finite size and structure Fibers in a homogeneous strand compared to tobacco fibers convict. For this purpose, reference is made in particular to the European Applicant's patent application entitled "Verfahren and device for producing a filter strand ", Az .: EP 03007675.6.
Vorzugsweise werden unterschiedliche Filtermaterialien in Transportrichtung der Filtermaterialien nacheinander dem Fließbett zugeführt, so dass eine homogene Vermischung erreicht wird. Zudem ist es auf diese Weise möglich, viele verschiedene Filtermaterialien zuzuführen. In einer besonders bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird das Filtermaterial beim Zuführen vereinzelt. Hierbei wird insbesondere bevorzugt der Transportluftstrom verwendet, der durch das Fließbett strömt. Dieser Transportluftstrom kann an einem Mittel zum Zuführen von Filtermaterial zum Fließbett vorbeiströmen, wodurch von diesem Förderelement bzw. Zuführelement Filtermaterial vereinzelt ausgelöst wird. Das dem Zuführelement zugeführte Filtermaterial kann vorher schon vollständig vereinzelt sein oder nur teilweise, wie beispielsweise Filtermaterial, dass von einem Ballenauflöser aus dem Verbund gebrochen oder gerissen wurde.Preferably, different filter materials in the transport direction the filter materials fed successively to the fluidized bed, so that a homogeneous mixing is achieved. In addition is It makes it possible in this way, many different filter materials supply. In a particularly preferred embodiment of the The method according to the invention is the filter material during feeding sporadically. In this case, the transport air flow is particularly preferred used, which flows through the fluidized bed. This transport air stream may be attached to a means for feeding filter material to flow past the fluidized bed, which from this conveyor element or feeding element filter material occasionally triggered. The the feed element supplied filter material can already be completely isolated or only partially, such as Filter material that from a bale breaker from the composite was broken or torn.
Erfindungsgemäß umfasst das Verfahren zur Herstellung von Filtern der tabakverarbeitenden Industrie ein Verfahren zur Herstellung eines Vlieses, das vorstehend beschrieben wurde, wobei außerdem das Vlies in einen Filterstrang überführt wird und der Filterstrang in Filterstäbe zerteilt wird.According to the invention, the method comprises the production of filters the tobacco processing industry, a method for producing a Vlieses, which has been described above, wherein also the fleece is transferred into a filter strand and the filter strand in Filter rods is divided.
Die Aufgabe wird ferner durch eine Filterstrangherstelleinrichtung der tabakverarbeitenden Industrie, umfassend wenigstens eine Filtermaterialzuführvorrichtung, aus der das Filtermaterial dosiert abgebbar ist und eine Strangaufbauvorrichtung, in der das Filtermaterial zu einem Strang ausbildbar, insbesondere aufschauerbar, ist, gelöst, wobei das Filtermaterial in einem Fließbett von der Filtermaterialzuführvorrichtung zu der Strangaufbauvorrichtung förderbar ist.The object is further achieved by a Filterstrangherstelleinrichtung the tobacco processing industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material formable to a strand, in particular aufschauerbar, is dissolved, wherein the filter material in a fluidized bed of the Filtermaterialzuführvorrichtung is conveyable to the strand building device.
Durch die erfindungsgemäße Filterstrangherstelleinrichtung ist eine Filterherstellung möglich, die sehr homogene Filter erzeugt. Wenn die Filtermaterialzuführvorrichtung ausgestaltet ist, um mittels wenigstens eines Förderelements, insbesondere einer Walze, Filtermaterial aus einem Filtermaterialvorrat dem Fließbett zuzufördern, kann die Filterstrangherstelleinrichtung ohne viele aufwendige Vereinzelungsvorrichtungen homogene Filterstränge herstellen. Vorzugsweise dient ein Transportluftstrom bzw. Förderluftstrom dazu, die aus dem Förderelement dem Fließbett zugeförderten Filtermaterialien abzulösen und zu vereinzeln. Diese Filtermaterialzuführvorrichtung hat somit auch eine Vereinzelungsfunktion.By Filterstrangherstelleinrichtung invention is a Filter production possible, which produces very homogeneous filter. If the Filtermaterialzuführvorrichtung is configured to by means of at least a conveying element, in particular a roller, filter material from a filter material supply to the fluid bed, Can the Filterstrangherstelleinrichtung without many complex separation devices produce homogeneous filter strands. Preferably serves a transport air flow or conveying air flow thereto, the filter materials fed to the fluidized bed from the conveying element detach and separate. This filter material supply device thus also has a separation function.
Vorzugsweise sind dem Filtermaterialvorrat vereinzelte Fasern oder im Wesentlichen vereinzelte Fasern zuführbar, so dass kein weiterer aufwendiger Vereinzelungsschritt zur Zuführung des Filtermaterials nötig ist. Außerdem dient die Zuführung von vereinzelten Fasern dazu, einen sehr homogenen Filterstrang mit guten Filtereigenschaften herzustellen. In einer bevorzugten Ausführungsform der Erfindung schließt sich an das Fließbett stromabwärts der Förderrichtung des Filtermaterial ein der Strangaufbauvorrichtung vorgeschalteter Kanal an. Durch diese Ausgestaltung der Filterstrangherstelleinrichtung kann im Wesentlichen keine Inhomogenisierung des zugeführten Filtermaterials bzw. keine Endmischung von verschiedenen Filtermaterialien in Förderrichtung nach dem Fließbett geschehen.Preferably, the filter material supply singulated fibers or Essentially isolated fibers can be fed, so that no further complicated singulation step for feeding the filter material is necessary. In addition, the supply of isolated fibers In addition, a very homogeneous filter strand with good filter properties manufacture. In a preferred embodiment The invention follows the fluidized bed downstream of the conveying direction of the filter material upstream of the strand building apparatus Channel on. Due to this embodiment of the Filterstrangherstelleinrichtung can essentially no inhomogenization of the supplied filter material or no final mixture of different Filter materials in the conveying direction after the fluidized bed happen.
Vorzugsweise ist das Fließbett wenigstens teilweise kanalartig ausgebildet.
Wenn das Fließbett dergestalt gekrümmt ist, dass in Förderrichtung
des Filtermaterials das Fließbett zunächst abwärts gerichtet
ist, in die Waagerechte übergeht und anschließend aufwärts
gerichtet ist, kann eine sehr einfache und effektive Regelung der
Fördermengen im Fließbett vorgenommen werden. Hierzu ist lediglich
die Menge der Transportluft bzw. die Stärke der Transportluft
einzustellen bzw. zu regeln oder zu steuern. Vorzugsweise hat das
Fließbett die Form einer Ellipse, deren Krümmung in Transportrichtung
größer wird. Bei dem Fließbett kann es sich ganz allgemein um
ein Fließbett handeln, das beispielsweise in der DE 33 01 031 C2
beschrieben ist. Das in diesem Dokument beschriebene Fließbett
dient zur Ausbildung eines Tabakstranges.Preferably, the fluidized bed is at least partially channel-like.
If the fluidized bed is curved in such a way that in the conveying direction
of the filter material initially directed the fluidized bed downwards
is, goes to the horizontal and then upwards
can be a very simple and effective regulation of the
Flow rates are made in a fluidized bed. This is only
the amount of transport air or the strength of the transport air
adjust or regulate or control. Preferably that has
Fluidized bed the shape of an ellipse whose curvature in the transport direction
gets bigger. The fluid bed can be quite general
act a fluidized bed, for example, in
Eine besonders bevorzugte Ausgestaltung der erfindungsgemäßen Filterstrangherstelleinrichtung liegt dann vor, wenn die Filtermaterialzuführvorrichtung eine Vereinzelungsvorrichtung umfasst, die ein Vlies eines Ausgangsmaterials in Fasern vereinzelt. Es können dann beispielsweise Cellulosefasern auf einfache Art und Weise auch zur Filterherstellung Verwendung finden. Die Vereinzelungsvorrichtung umfasst zweckmäßigerweise eine Fasermühle, die vorzugsweise eine Fräsertrommel oder eine Hammermühle umfasst. Eine entsprechende Fasermühle wird beispielsweise von einer Firma Diatec hergestellt.A particularly preferred embodiment of the invention Filterstrangherstelleinrichtung is present when the Filtermaterialzuführvorrichtung a separating device comprising a Nonwoven of a starting material separated into fibers. It can then, for example, cellulose fibers in a simple manner also be used for filter production. The separating device suitably comprises a fiber mill, preferably a milling drum or a hammer mill comprises. A corresponding fiber mill is, for example, from a company Diatec made.
Die Dosierung des Filtermaterials geschieht vorzugsweise über den Vorschub des Filtermaterials in die Vereinzelungsvorrichtung. Hierbei liegt das Filtermaterial grundsätzlich zunächst in Form eines Vlieses vor. Der Vorschub des Vlieses in die Vereinzelungsvorrichtung steuert dann die Dosierung des Filtermaterials, das dem Fließbett zugeführt wird.The dosage of the filter material is preferably done via the Feed of the filter material in the separating device. in this connection Basically, the filter material is initially in the form of a Fleece before. The feed of the fleece in the separating device then controls the dosage of the filter material that is the fluidized bed is supplied.
In einer besonders bevorzugten Ausführungsform der Erfindung sind wenigstens zwei Filtermaterialzuführvorrichtungen vorgesehen. Hierbei handelt es sich vorzugsweise um zwei unterschiedliche Filtermaterialzuführvorrichtung, wobei eine beispielsweise eine Fasermühle umfasst und die andere ein Förderelement, das Fasern aus einem Faservorrat, in dem die Fasern im Wesentlichen vereinzelt vorliegen, dem Fließbett zuführt. Es können auch weitere Filtermaterialzuführvorrichtungen vorgesehen sein, wie beispielsweise solche, die Granulat, insbesondere Aktivkohlegranulat direkt dem Fließbett zuführen. Bezüglich der Fasermühle wird noch auf die US 4,673,136 A verwiesen, in der eine entsprechende Fasermühle beschrieben ist.In a particularly preferred embodiment of the invention at least two Filtermaterialzuführvorrichtungen provided. These are preferably two different filter material supply device, one being, for example, a fiber mill includes and the other a conveying element, the fibers from a fiber supply in which the fibers are substantially separated present, the fluidized feeds. Other filter material supply devices may also be used be provided, such as those containing granules, in particular activated carbon granules directly to the Feed the fluidized bed. Regarding the fiber mill is still on the US 4,673,136 A, in which a corresponding fiber mill described is.
Es ist ferner eine Aufbereitungseinrichtung für Filtermaterial zur Verwendung bei der Herstellung von Filtern der tabakverarbeitenden Industrie vorgesehen, die wenigstens eine Vorrichtung zum Vereinzeln des Filtermaterials und wenigstens eine Dosiervorrichtung umfasst, wobei wenigstens ein Mittel zum Zuführen des Filtermaterials von der wenigstens einen Dosiervorrichtung zu der wenigstens einen Vorrichtung zum Vereinzeln vorgesehen ist, wobei die Aufbereitungseinrichtung dadurch ausgebildet ist, dass die Aufbereitungseinrichtung ausgestaltet ist, um das Filtermaterial, das endliche Fasern umfasst, aufzubereiten und wobei die wenigstens eine Vorrichtung zum Vereinzeln der endlichen Fasern eine im wesentlichen vollständige Vereinzelung ermöglicht.It is also a processing device for filter material for Use in the manufacture of tobacco processing filters Industry provided that at least one device for Separating the filter material and at least one metering device comprising at least one means for feeding the filter material from the at least one metering device to the at least a device for separating is provided, wherein the processing device is formed by the processing device is designed to filter material, the includes finite fibers, recycle and the at least a device for separating the finite fibers substantially complete separation possible.
Durch diese Aufbereitungseinrichtung ist ein aus dem entsprechend aufbereiteten Filtermaterial hergestellter Filter mit sehr homogenen Eigenschaften realisierbar.By this processing device is one of the corresponding recycled filter material produced filter with very homogeneous Properties can be realized.
Vorzugsweise umfasst das Mittel zum Zuführen einen Luftstrom, wodurch ein noch homogenerer Filter herstellbar ist.Preferably, the means for supplying comprises an air flow, whereby an even more homogeneous filter can be produced.
In einer besonders bevorzugten Ausführungsform der Aufbereitungseinrichtung ist zum Vereinzeln der Faser ein Luftstrom durch und/oder in der Vorrichtung erforderlich. Hierdurch wird der Vereinzelungsgrad sehr hoch. Wenn die Vorrichtung zum Vereinzeln eine Mehrzahl von Öffnungen umfasst, durch die die Fasern aus der Vorrichtung vereinzelt austreten können, ist eine besonders effektive Aufbereitungseinrichtung gegeben.In a particularly preferred embodiment of the processing device is for separating the fiber through an air flow and / or required in the device. As a result, the degree of separation very high. If the device for separating a Includes a plurality of openings through which the fibers from the device sporadically is a particularly effective Processing device given.
Eine besonders einfach zu realisierende Dosiervorrichtung umfasst einen Fallschacht, aus dem eine rotierende Walze Fasern herausbefördert. Wenn im unteren Bereich der Dosiervorrichtung ein Paar Einzugswalzen vorgesehen ist, kann auf schonende Weise Filtermaterial dosiert werden.A particularly easy to implement metering device comprises a chute from which a rotating roller carries out fibers. If in the lower part of the metering device a pair Feed rollers is provided, can gently filter material be dosed.
Eine besonders gute und homogene Vereinzelung ist dann gegeben, wenn die Vorrichtung zum Vereinzeln durch Zusammenwirken wenigstens eines sich drehenden Elements, wenigstens eines mit Durchlässen versehenen Elements und einem Luftstrom eine Vereinzelung der Fasern ermöglicht. Vorzugsweise hat die Dosiervorrichtung bzw. die wenigstens eine Dosiervorrichtung zusätzlich eine Vereinzelungsfunktion, wodurch der Vereinzelungsgrad der gesamten Aufbereitungseinrichtung weiter vergrößert werden kann. Wenn vorzugsweise eine Mischvorrichtung vorgesehen ist, ist es möglich, verschiedene Materialien und auch verschiedene Fasern aufzubereiten. Bei den Fasern kann es sich um Cellulosefasern, Fasern aus thermoplastischer Stärke, Flachsfasern, Hanffasern, Leinfasern, Schafwollfasern und Baumwollfasern bzw., wie oben schon dargestellt, Mehrfachkomponentenfasern, handeln. Vorzugsweise ermöglicht die Mischvorrichtung zusätzlich eine Vereinzelung und/oder Dosierung der Fasern. In diesem Fall ist eine sehr kompakt bauende Aufbereitungseinrichtung möglich. In einer besonders bevorzugten Ausführungsform ist die Aufbereitungseinrichtung derart ausgebildet, dass endliche Fasern mit einer Länge, die kleiner als die eines herzustellenden Filters ist, aufzubereiten. Ferner vorzugsweise ist die Aufbereitungseinrichtung derart ausgestaltet, um endliche Fasern natürlichen Ursprungs mit einem mittleren Faserdurchmesser im Bereich von 10 bis 40 µm, insbesondere 20 bis 38 µm, aufzubereiten. Ein besonders bevorzugter Faserdurchmesser liegt in einem Bereich von 30 bis 35 µm. Die Faserstärke von künstlichen Fasern liegt zwischen 1 und 20 dtex, insbesondere zwischen 2 bis 6 dtex.A particularly good and homogeneous separation is then given when the device for separating by interaction at least one rotating element, at least one with Passages provided element and a stream of air a separation allows the fibers. Preferably, the metering device or the at least one metering device additionally a Separation function, whereby the degree of separation of the whole Processing device can be further increased. If preferably a mixing device is provided, it is possible to process different materials and also different fibers. The fibers may be cellulose fibers, fibers thermoplastic starch, flax fibers, hemp fibers, flax fibers, Sheep wool fibers and cotton fibers or, as already explained above, Multicomponent fibers, act. Preferably allows the mixing device additionally a separation and / or Dosing of the fibers. In this case is a very compact Conditioning device possible. In a particularly preferred Embodiment, the processing device is designed such that finite fibers with a length smaller than that of a filter to be prepared is to be prepared. Further preferably the processing device is designed to be finite Fibers of natural origin with a mean fiber diameter in the range of 10 to 40 .mu.m, in particular 20 to 38 microns, to process. A particularly preferred fiber diameter is in a range of 30 to 35 microns. The fiber strength of artificial Fibers are between 1 and 20 dtex, in particular between 2 to 6 dtex.
Eine Filterherstelleinrichtung umfasst zweckmäßigerweise eine Aufbereitungseinrichtung, die vorstehend beschrieben wurde.A filter manufacturing device expediently comprises a processing device, which has been described above.
Ein erfindungsgemäßer Filter wird nach einem der vorstehend beschriebenen Verfahren hergestellt.A filter according to the invention is according to one of the above-described Process produced.
Im folgenden wird die Erfindung unter Bezugnahme auf die Zeichnungen, auf die im übrigen bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich verwiesen wird, beschrieben. Es zeigen:
- Fig. 1
- eine schematische Darstellung des Verfahrensablaufs zur Aufbereitung von Filtermaterial,
- Fig. 2
- eine schematische Darstellung einer Vorrichtung zur Faservorbereitung,
- Fig. 3
- eine schematische Darstellung einer Vorrichtung zur Vordosierung,
- Fig. 4
- eine schematische Darstellung einer Vorrichtung zur Hauptdosierung,
- Fig. 5
- eine schematische Darstellung einer Mischtrommel,
- Fig. 6
- eine schematische Darstellung einer Dosiervorrichtung mit einer Vereinzelungsvorrichtung in einer ersten Ausführungsform,
- Fig. 7
- eine schematische Darstellung einer Hauptdosiervorrichtung mit einer Vereinzelungsvorrichtung in einer zweiten Ausführungsform,
- Fig. 8
- eine schematische Darstellung einer Vereinzelungsvorrichtung in einer dritten Ausführungsform,
- Fig. 9
- eine dreidimensionale schematische Darstellung einer Vereinzelungsvorrichtung in einer vierten Ausführungsform,
- Fig. 10
- eine schematische Ansicht einer Vorrichtung zur Filterstrangherstellung,
- Fig. 11
- einen Teil der Fig. 10 in einer Aufsicht in Richtung A, und
- Fig. 12
- einen Teil der Fig. 10 in schematischer Darstellung in Seitenansicht, in Richtung B,
- Fig. 13
- eine schematische dreidimensionale Ansicht einer Vereinzelungsvorrichtung in einer fünften Ausführungsform,
- Fig. 14
- eine schematische Querschnittsdarstellung durch eine weitere erfinderische Ausführungsform einer Vereinzelungsvorrichtung,
- Fig. 15
- eine entsprechende schematische Darstellung wie in Fig. 14, wobei die Zufuhr von Granulat zusätzlich dargestellt ist,
- Fig. 16
- eine schematische Darstellung entsprechend der Fig. 15, wobei die Granulatzufuhr in einem anderen Bereich vorgenommen wird,
- Fig. 17
- eine schematische Seitenansicht einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 18
- eine schematische Draufsicht auf die Filterstrangherstelleinrichtung aus Fig. 17,
- Fig. 19
- eine schematische dreidimensionale Darstellung einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 20
- eine weitere schematische Darstellung einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 21
- eine schematische Ausschnittsvergrößerung eines Teils der Einrichtung gemäß Fig. 20, wobei der Ausschnitt A dargestellt ist, und
- Fig. 22
- eine schematische Ausschnittsvergrößerung eines weitern Teils der Fig. 20
- Fig. 1
- a schematic representation of the procedure for the preparation of filter material,
- Fig. 2
- a schematic representation of a device for fiber preparation,
- Fig. 3
- a schematic representation of a device for predosing,
- Fig. 4
- a schematic representation of a device for main dosage,
- Fig. 5
- a schematic representation of a mixing drum,
- Fig. 6
- a schematic representation of a metering device with a separating device in a first embodiment,
- Fig. 7
- a schematic representation of a Hauptdosiervorrichtung with a separating device in a second embodiment,
- Fig. 8
- a schematic representation of a separating device in a third embodiment,
- Fig. 9
- a three-dimensional schematic representation of a separating device in a fourth embodiment,
- Fig. 10
- a schematic view of a device for filter strand production,
- Fig. 11
- a part of Fig. 10 in a plan view in the direction A, and
- Fig. 12
- 10 is a schematic side view, in the direction B, of a part of FIG.
- Fig. 13
- a schematic three-dimensional view of a separating device in a fifth embodiment,
- Fig. 14
- a schematic cross-sectional view through a further inventive embodiment of a separating device,
- Fig. 15
- a corresponding schematic representation as in Fig. 14, wherein the supply of granules is additionally shown,
- Fig. 16
- a schematic representation corresponding to FIG. 15, wherein the granules feed is made in another area,
- Fig. 17
- a schematic side view of a Filterstrangherstelleinrichtung invention,
- Fig. 18
- 1 is a schematic plan view of the filter rod manufacturing device from FIG. 17, FIG.
- Fig. 19
- a schematic three-dimensional representation of a Filterstrangherstelleinrichtung invention,
- Fig. 20
- a further schematic representation of a Filterstrangherstelleinrichtung invention,
- Fig. 21
- a schematic enlarged detail of a portion of the device of FIG. 20, wherein the section A is shown, and
- Fig. 22
- a schematic enlarged detail of a further part of Fig. 20th
Fig. 1 zeigt eine schematische Darstellung eines Verfahrensablaufs
von der Aufbereitung bis zur Strangherstellung eines Filters der tabakverarbeitenden
Industrie. Durch die verschiedenen Wege der
Verfahrensführung ist die Verfahrensführung variabel möglich. In
dem Beispiel der Fig. 1 geschieht zunächst eine Faservorbereitung
1, bei der in erster Linie die Überführung aller festgepressten Lieferformen
von Faserstoffen in einen luftig-wolligen Zustand vorgenommen
wird. Hierbei sollen aufgelockerte Fasergruppen entstehen.
Neben diesen Fasergruppen können auch schon einzelne Fasern
erzeugt werden. Die Faservorbereitung 1 wird bspw. mit einer Vorrichtung
gemäß Fig. 2 durchgeführt. Eine derartige Vorrichtung ist
an sich bekannt. Zu den festgepressten Lieferformen gehören bspw.
Faserballen und Fasermatten 10 bzw. ein Faserfilz 10. Faserballen
werden üblicherweise mittels Ballenauflöser entpackt und Fasermatten
10 bzw. Faserfilz 10 mittels einer Hammermühle 13.Fig. 1 shows a schematic representation of a process flow
from the preparation to the strand production of a filter of tobacco processing
Industry. Through the different ways of
Process management, the process is variable possible. In
the example of Fig. 1 is first done a
Auch unverpresste Faserstoffe, die in einer dichten Packung vorliegen, werden in der Faservorbereitung aufgelockert und luftig, wollig aufgebauscht. Ein Ballenauflöser für Faserstoffe ist bspw. von der Firma Trützschler erwerbbar und eine Hammermühle für Faserstoffe bspw. von der Firma Kamas.Also unpressed pulps that are in a dense packing, are loosened in the fiber preparation and airy, woolly exaggerated. A bale breaker for fibrous materials is, for example. Of the Company Trützschler acquirable and a hammer mill for fibrous materials for example, from the company Kamas.
Als zweiter Schritt, der optional in diesem Ausführungsbeispiel möglich
ist, geschieht eine Vordosierung 2. Eine Vordosierung 2 ist
bspw. mit der Vorrichtung gemäß Fig. 3 möglich. Das Vordosieren
dient einer groben Dosierung des Fasermaterials und einer weiteren
Vereinzelung dahingehend, dass die in Gruppen bzw. als dichte Packung
vorliegenden Fasern weiterhin aufgelockert werden. Auch an
dieser Stelle können weitere vollständig vereinzelte Fasern entstehen.
Anstelle der Vordosierung 2 kann auch eine Hauptdosierung
bzw. ein Dosieren 4 alleine durchgeführt werden. Ob eine Vordosierung
2 notwendig ist, hängt von der Beschaffenheit des der Faservorbereitung
entstammenden Materials ab. Das Ziel der Dosierung 4
bzw. der Vordosierung 2 ist die Realisierung eines definierten stabilen
gleichmäßigen Massenstromes von Fasern und außerdem auch
zum Teil schon eine Vorvereinzelung. Der Schritt des Dosierens 4
führt zu einer weiteren Vereinzelung der Fasergruppen. Es ist möglich,
vor dem Schritt des Dosierens 4 einen Schritt des Mischens
und/oder Dosierens 3 vorzusehen. Bei diesem Schritt können mehrere
Filtermaterialien, wie in Fig. 1 durch die in das Kästchen 3
hineinführenden Wege angedeutet ist, und ggf. ein Additiv wie ein
Bindemittel beispielsweise oder ein Aktivkohlegranulat gemischt
werden.As a second step, the optional in this embodiment possible
is a pre-dosage occurs 2. A pre-dosage is 2
For example, with the device of FIG. 3 possible. The predosing
serves a coarse dosage of the fiber material and another
Singling to the effect that in groups or as dense packing
present fibers continue to be loosened up. Also on
At this point further completely separated fibers can be formed.
Instead of the
Es ist ferner möglich, das Verfahren in unterschiedlich aufgebauten bzw. gleich aufgebauten parallelen Aufbereitungs- und Dosierungsstrecken auszuführen, so dass mehrere verschiedene Faserstoffe parallel aufbereitet und dosiert werden können. Das Ziel des Mischens ist es, eine homogene Durchmischung der einzelnen Faserkomponenten und verschiedenen Zusätze zu erreichen. Ein Mischen und/oder Dosieren ist bspw. mit einer Vorrichtung gemäß der Fig. 5 möglich. Eine Hauptdosierung ist bspw. mit einer Vorrichtung gemäß Fig. 4 möglich.It is also possible that the method is structured differently or the same parallel preparation and dosing sections perform so that several different fibers processed in parallel and can be dosed. The goal of mixing it is a homogeneous mixing of the individual fiber components and to achieve various additions. A mixing and / or dosing is, for example, with a device according to FIG. 5 possible. A main dosage is, for example, with a device according to Fig. 4 possible.
Bei dem Schritt des Mischens und/oder Dosierens werden die verschiedenen
Fasermaterialien kontinuierlich oder diskontinuierlich
miteinander vermischt. Als Beispiel der Fig. 5 ist eine kontinuierliche
Mischvorrichtung 111 dargestellt. Die Mischvorrichtung 111 erfüllt
auch eine Pufferspeicherfunktion für die Faserstoffe. In dem
Verfahrensschritt des Mischens und/oder des Dosierens ist es nicht
nur möglich, verschiedene Fasern miteinander zu mischen, sondern
auch Additive in fester oder flüssiger Form beizumischen. Diese
Additive dienen der Bindung der Fasern aneinander und/oder beeinflussen
die Filtrationseigenschaften des Faserfilters günstig.In the mixing and / or dosing step, the various
Fiber materials continuous or discontinuous
mixed together. As an example of Fig. 5 is a
Der Austrag aus der Mischvorrichtung 111 erfolgt definiert, wodurch
eine Dosierfunktion gegeben ist. Insofern wäre es möglich, das Dosieren
4 durch ein Mischen und/oder Dosieren 5 zu umgehen. Nach
dem Dosieren 4 oder dem Mischen und/oder Dosieren 5 wird das
Fasermaterial einem Schritt des Vereinzelns 6 zugeführt. Das Ziel
der Vereinzelung ist eine gänzliche Auflösung der verbliebenen Fasergruppen
in Einzelfasern. Dieses dient dazu, um im anschließenden
Schritt des Strangherstellens 7 die einzelnen Fasern so neu zu
gruppieren, dass eine optimale Vliesstruktur entstehen kann, in der
keine Brücken und Hohlräume enthalten sind. Hierbei ist es wichtig,
dass sich Faser für Faser aneinanderlegen kann und so ein Vlies
gebildet werden kann. Es ist somit gemäß Fig. 1 möglich, bis zu drei
Dosierschritte zu verwenden. Es können auch weitere Dosierungsstufen
der Vereinzelung vorgeschaltet sein.The discharge from the
Der aus der Vereinzelung austretende Faserstrom besteht aus einzelnen
Fasern, die in Luft bzw. in einem Luftstrom geführt werden.
Das Erscheinungsbild des Luftstromes mit den mitgeführten Fasern
bzw. ein mit Fasern beladener Luftstrom ist dem eines Schneesturmes
sehr ähnlich. Zum Strangherstellen werden die vereinzelten
Fasern bspw. mit einem Fließbett dem Saugband eines speziellen
Saugbandförderers zugeführt. Beim Strangherstellen 7 wird ein
Strang mit konstantem Querschnitt erzeugt, wobei der Querschnitt
insbesondere konstant quadratisch ist, wobei gleichzeitig eine
gleichmäßige Dichte hergestellt wird. Spätestens beim Strangaufbau
liegen die Fasern in einer vliesartigen Struktur vor. Der fertige
Faserfilterstrang hat eine ausreichende Härte, Zugwiderstand, Gewichtskonstanz,
Retention und Weiterverarbeitbarkeit.The emerging from the separation fiber stream consists of individual
Fibers that are conducted in air or in an air stream.
The appearance of the air flow with the entrained fibers
or a fiber stream laden with fibers is that of a blizzard
very similar. For strand production are the isolated
Fibers, for example, with a fluidized bed, the suction belt of a special
Suction belt conveyor supplied. When
Fig. 2 zeigt eine Faservorbereitungsvorrichtung 114. Ein Faserfeld
10 wird mittels Einzugswalzen 11 in den Wirkbereich einer Hammermühle
13 mit Hämmern 12 gefördert. Die Hämmer 12 der Hammermühle
13 sind in einem Gehäuse 14 untergebracht. Im Abreißbereich
15 schlagen die Hämmer 12 auf den Faserfilz und bilden so
Fasergruppen 16. Die Fasergruppen 16 werden in einem Rohr 18
mittels Luftstrom 17 weitertransportiert. Es entsteht ein mit Fasergruppen
beladener Luftstrom 19. An dieser Stelle können auch
schon vereinzelte Fasern entstanden sein. Die Hämmer 12 der
Hammermühle 13 rotieren in Fallrichtung, so dass die Fasern in Rotordrehrichtung
tangential aus dem Gehäuse 14 der Hammermühle
13 ausgeworfen werden.Fig. 2 shows a
In Fig. 3 ist schematisch eine Vordosiervorrichtung 113 dargestellt.
Ein mit Fasermaterial 41 beladener Luftstrom wird einem Abscheider
20 zugeführt, der das Fasermaterial 41 von dem Luftstrom abscheidet,
so dass Fasermaterial 42 durch den Schacht 21 in den
Speicherbehälter 22 fällt. Im unteren Teil des Speicherbehälters 22
sind zwei Stachelwalzen 23 angeordnet. Die Stachelwalzen 23 rotieren
langsam und führen das Fasermaterial einer dritten Stachelwalze
24 zu. Die dritte Stachelwalze 24 rotiert schnell und reißt Fasergruppen
aus dem Fasermaterial heraus. Diese Fasergruppen gelangen
in den Trichter 25, indem sie nach unten rutschen. Am unteren
Ende des Trichters 25 ist eine Zellradschleuse 26 angeordnet. Die
Fasergruppen rutschen in die Zellen der Zellradschleuse 26 und
werden in den Kanal 27 befördert. In dem Kanal 27 herrscht ein
Luftstrom 28, der die in den Kanal 27 abgegebenen Fasern bzw.
Fasergruppen mit sich nimmt. Der Luftstrom 28 nimmt auch schon
aus dem Verfahren zurückgeführte Fasern mit, die den Fasergruppen
zugeführt werden. Der Luftstrom 29 ist voll mit Fasern und Fasergruppen
beladen. Mit dem Luftstrom wird ein Fasern-/ Fasergruppen-Gemisch
29 transportiert. Durch eine Variation der Drehzahl
der drehenden Teile, nämlich Stachelwalzen 23 und 24 sowie
der Zellradschleuse 26 kann der Massendurchsatz eingestellt werden,
so dass eine Vordosierung realisierbar ist.In Fig. 3, a
Fig. 4 zeigt eine schematische Darstellung einer Dosiervorrichtung,
mit der eine Hauptdosierung ermöglicht ist. Das Fasern-/Fasergruppen-Gemisch
29 wird mittels eines Luftstromes in den
Abscheider 30 z.B. eines Rotationsabscheiders transportiert. Dort
wird das Faser-/Fasergruppen-Gemisch vom Luftstrom abgeschieden.
Das abgeschiedene Fasermaterial 31 gelangt in den Stauschacht
32 und fällt in diesem nach unten zu den Einzugswalzen 34.
Es können auch mehrere Walzenpaare vorgesehen sein oder ein
Einzugsbänderpaar bzw. mehrere Einzugsbänderpaare. In einem
Abschnitt des Stauschachts 32 sind Vibrationselemente 33 vorgesehen,
mittels der eine lückenlose Zufuhr des Fasern-/Fasergruppen-Gemisches
31 zu den Einzugswalzen 34 ermöglicht ist.4 shows a schematic representation of a metering device,
with which a main dosage is enabled. The fiber /
Die Einzugswalzen 34 fördern das Fasermaterial zwischen die Abstreifer
35 in den durch diese gebildeten Dosierkanal 36. Eine rotierende
Walze 37, bspw. eine Stachelwalze, reißt die Fasern aus dem
Fasermaterial heraus und trägt diese in den Kanal 38 ein. Im Kanal
38 herrscht eine Luftströmung 39, die die Fasern bzw. das Fasermaterial
40 erfasst und entsprechend in Pfeilrichtung transportiert.
Über die Drehzahl der Einzugswalzen 34 wird der Massendurchsatz
des Dosierkanals 36 vorgegeben. The
In Fig. 5 ist eine Mischvorrichtung 111 in schematischer, dreidimensionaler
Darstellung gezeigt. Verschiedene Fasermaterialien 43 und
44 sowie weitere Fasermaterialien oder Additive 45 in flüssiger oder
fester Phase werden in den Mischraum 46 eingebracht. Bei den Fasermaterialien
kann es sich um Cellulosefasern, Fasern aus thermoplastischer
Stärke, Flachsfasern, Hanffasern, Leinfasern, Schafwollfasern,
Baumwollfasern oder Mehrfachkomponentenfasern, insbesondere
Bikomponentenfasern, handeln, die eine Länge von 2 bis
100 mm und eine Dicke bspw. im Bereich von 25 und 30 µm aufweisen.
So sind bspw. Cellulosefasern stora fluff EF untreatet der Firma
StoraEnso Pulp AB verwendbar, die einen durchschnittlichen
Querschnitt von 30 µm aufweisen und eine Länge zwischen 0,4 und
7,2 mm. Als Kunstfasern wie bspw. Bikomponentenfasern, können
Fasern vom Typ Trevira, 255 3,0 dtex HM mit einer Länge von 6 mm
der Fa. Trevira GmbH Verwendung finden. Diese haben einen
Durchmesser von 25 µm. Als weitere Beispiele von Kunstfasern
können Celluloseacetatfasern, Polypropylenfasern, Polyäthylenfasern
und Polyäthylenterephthalatfasern Verwendung finden. Als Additive
können den Geschmack bzw. den Rauch beeinflussende Materialien
Verwendung finden wie Kohleaktivgranulat oder Geschmacksstoffe
und ferner Bindemittel, mittels der die Fasern miteinander
verklebt werden können.In Fig. 5, a
Das in den Mischraum 46 eingebrachte Fasermaterial 43 und 44
bzw. die entsprechenden Additive 45 werden Walzen 50 - 52 zugeführt,
die während der Befüllung und des Mischvorganges mit geeigneten
Drehzahlen rotieren. Die Position der Walzen 50 - 52 ist
vorzugsweise sowohl horizontal als auch vertikal einstellbar. Damit
sind die Achsabstände der Walzen zueinander einstellbar. Es können
auch mehrere Walzen in verschiedenen Etagen angeordnet
sein. Die zu mischenden Komponenten werden von den Walzen 50
- 52 erfasst, beschleunigt und im Mischraum 46 durcheinander gewirbelt.
Das Durcheinanderwirbeln bewirkt eine Durchmischung der
Komponenten. Die Verweildauer der zu mischenden Komponenten
im Mischraum 46 ist durch die geometrische Beschaffenheit des
Siebes 47 einstellbar. Außerdem ist die Verweildauer der zu mischenden
Komponenten im Mischraum 46 durch die Position einer
Schubblende, mittels der die Öffnungen des Siebes 47 teilweise oder
auch ganz geschlossen werden können, bestimmt. Die Schubblende
ist in der Figur nicht dargestellt.The introduced into the mixing
Das Fasergemisch 53 bzw. allgemein das Gemisch 53 wird durch
die Öffnungen des Siebes 47 in die Kammer 54 gefördert. Dieses
kann kontinuierlich oder in Intervallen erfolgen. Die Kammer 54 ist
vorzugsweise schwenkbar und wird von einem Luftstrom 55 durchströmt.
Der Luftstrom 55 erfasst das Gemisch 53 und reißt es mit
sich. Der beladene Luftstrom 56 verlässt die Kammer 54 und führt
das Gemisch 53 weiter.The
In Fig. 6 ist eine Vereinzelungsvorrichtung 115 in schematischer
Darstellung im Zusammenhang mit einer Dosiervorrichtung 112 dargestellt.
Die Dosiervorrichtung 112 entspricht im Wesentlichen der
Dosiervorrichtung aus Fig. 4, wobei allerdings die Vibrationselemente
33 als getrennte Abschnitte des Fallschachtes 32 dargestellt sind
und die Abstreifer 35 eine etwas andere Form als die in Fig. 4 aufweisen.
Das durch die rotierende Walze 37 aus dem Dosierkanal 36
herausgerissene Fasermaterial wird direkt einer Vereinzelungskammer
61 zugeführt. Über die Drehzahl der Einzugswalzen 34 wird
der Massendurchsatz des Dosierkanals 36 bestimmt. Die gesamte
Vereinzelungsvorrichtung wird von Luft durchströmt. Diese Strömung
133 wird hervorgerufen durch den Unterdruck am Fließbettende.
Dieser Unterdruck entsteht zum einen durch die in dem Absaugstutzen
71 geführte Luftströmung 72 und zum anderen durch
die Strömung im Saugbandförderer, der am Fließbettende 69 angeordnet
ist und in dieser Figur nicht dargestellt ist.In Fig. 6 is a
In der Vereinzelungskammer 61 bewegen sich die Fasern bzw. die
Fasergruppen unter Schwerkraft- und Strömungseinfluss durch die
Luftströmung 63 bzw. den Lufteintritt 63, der durch die Ventilationsöffnungen
62 geschieht, in den Bereich der Walzen 60. Die Walzen
60 der Reihe von Walzen 60 erfassen die unvereinzelten Fasern
(und natürlich auch schon teilweise vereinzelt vorliegende Fasern),
beschleunigen diese und schlagen sie gegen das Sieb 64 der Vereinzelungskammer
61. Anstelle eines Siebes mit entsprechenden
Siebaustrittsflächen, können auch Lochbleche oder Rundstabgitter
Verwendung finden.In the
Durch die mechanische Beanspruchung werden die Fasergruppen in
Einzelfasern aufgelöst und passieren schließlich das Sieb 64. Das
heißt, die Fasern werden nach ausreichender Vereinzelung von der
durch das Sieb führenden Strömung 133 erfasst und durch das
Sieb 64 geführt bzw. gesaugt. Die Drehzahl der Walzen 60 und die
Fläche so wie die Stärke der Strömung 133 bestimmen den Massendurchsatz
der Vereinzelungskammer 61 der Öffnungen des Siebes
64.Due to the mechanical stress, the fiber groups in
Single fibers dissolved and finally pass through the sieve 64th Das
means that the fibers are after sufficient separation of the
detected by the
Die vereinzelten Fasern 65 gelangen auf das Fließbett 66. Dort
werden sie von einem an der Luftdüse, die als Düsenleiste 67 ausgebildet
ist, austretenden Luftstrom 68 erfasst und auf dem Fließbett
66 bewegt. Es können auch mehrere Düsenleisten 67 vorgesehen
sein. Hauptsächlich sorgt der am Fließbettende 69 angelegte
Unterdruck für eine ausreichende Strömung 133 zur Förderung der
vereinzelten Fasern zum Fließbettende 69 hin. Die Strömung 133
wird zum Teil durch den Strömungsteiler 70 am Fließbettende 69
vom Faserstrom abgetrennt und gelangt in den Absaugstutzen 71. The separated
Die durch den Unterdruck und die Düsenleiste 67 erzeugte Strömung
entzieht der Vereinzelungskammer 61 Luft. Über die Ventilationsöffnungen
62 in der Vereinzelungskammer 61 strömt Luft 63
nach.The flow generated by the negative pressure and the
Im Fließbettbereich werden dann die vereinzelten Fasern im Luftstrom
der Strömung 133, der zuvor der Vereinzelung diente, transportiert.
Dieses geschieht annähernd senkrecht bis zum Fließbett
und danach entlang desselben. Die Strömung 133 kann durch weitere
Luftströme bspw. Luftstrom 68 ergänzt werden.In the fluidized bed area, the separated fibers are then in the air stream
the
An das Fließbett 66 schließt ein Saugbandförderer an, der in dieser
Figur nicht dargestellt ist (siehe hierzu insbesondere Fig. 10 und
12). Auf das Saugband werden die vereinzelten Fasern aufgeschüttet.
Es können auch zwei Saugbänder Verwendung finden oder
noch mehr Saugbänder.The
Fig. 7 zeigt eine weitere Ausführungsform einer Vereinzelungsvorrichtung.
Im Unterschied zur Ausführungsform gem. Fig. 6 ist in diesem
Ausführungsbeispiel nur eine Walze 60 vorgesehen. Außerdem
sind in der Vereinzelungskammer 61 mehrere Luftströme 74 vorgesehen,
die durch Luftdüsen 73 erzeugt werden. Es können mehrere
Luftdüsen 73 als in Fig. 7 dargestellt, verwendet werden. Diese
müssen nicht nur an der Kammer-Mantelfläche angeordnet sein,
sondern können in der Vereinzelungskammer 61 auch verteilt sein.
Die Luftströme führen die Fasern der Walze 60 zu. Anstelle einer
Walze können auch mehrere Walzen Verwendung finden. Die Funktion
der Walze 60 bzw. mehrerer Walzen 60, entspricht der Funktion
aus Fig. 6. Durch die Luftströmungen 74 findet eine erhöhte Verwirbelung
in der Vereinzelungskammer 61 statt, so dass die Vereinzelung
der Fasern im Vergleich zu der Ausführungsform gemäß Fig. 6
verbessert ist. Die vereinzelten Fasern 65 gelangen entsprechend
durch das Sieb 64 wie in dem Beispiel gemäß Fig. 6.Fig. 7 shows a further embodiment of a separating device.
In contrast to the embodiment acc. Fig. 6 is in this
Embodiment only a
In Fig. 8 ist eine weitere Ausführungsform einer Vereinzelungsvorrichtung
115 dargestellt. Der Luftstrom wird hierbei durch den am
Fließbettende 69 angelegten Unterdruck und den aus der Düsenleiste
67 strömenden Luftströmung 68 erzeugt. Es können auch
mehrere Düsenleisten Verwendung finden. Die Hauptluftströmung
beginnt oberhalb des Siebes 64, passiert die Rührerreihen 82 und
83 sowie das Sieb 64. Danach gelangt die Hauptluftströmung in den
Fließbettbereich 66 und durchläuft das Fließbett 66 bis zu dessen
Ende.In Fig. 8 is another embodiment of a
Das im Wesentlichen unvereinzelte Fasermaterial bzw. Fasern-/Fasergruppen-Gemisch
31 gelangt oberhalb vom Sieb 64 in das
Gehäuse. Dieses kann anstelle der Darstellung in Fig. 8 auch in einem
Winkel geneigt sein wie bspw. mit 45° zur Waagerechten. Das
Fasern-/Fasergruppen-Gemisch 31 gelangt unter Einfluss der
Schwerkraft sowie unter Einfluss der Hauptluftströmung in den Bereich
der Rührwerkzeuge 82 und 83. Die Rührerreihen 82 und 83
bestehen aus hintereinander angeordneten Rührstäben, die ein geeignetes
Rührwerkzeug antreiben. Die Rührwerkzeuge stehen um
90° versetzt zueinander. Es können auch andere Versetzungswinkel
vorgesehen sein. Die unvereinzelten Fasergruppen werden von den
rotierenden Rührwerkzeugen zerrissen, beschleunigt und gegen das
Sieb 64 des Gehäuses geschlagen. Anstelle des Siebes 64 kann
auch ein Lochblech oder ein Rundstabgitter Verwendung finden. Die
Fasergruppen bzw. das Fasergruppen-Gemisch 31 wird so lange
gegen das Sieb 64 geschleudert, bis sie sich in Einzelfasern aufgelöst
haben und das Sieb 64 im Hauptluftstrom passiert haben. Danach
gelangen die Fasern wie in den vorherigen Ausführungsbeispielen
auf das Fließbett 66 und zu einem Saugbandförderer, der
auch in Fig. 8 nicht dargestellt ist. Die in Fig. 8 dargestellte Vereinzelungsvorrichtung
ist bezüglich zumindest der Rührerreihen 82 und
83 aus der EP 0 616 056 B1 der M + J Fibretech A/S, Dänemark,
bekannt. Der Offenbarungsgehalt der EP 0 616 056 B1 soll vollumfänglich
in dieser Patentanmeldung aufgenommen sein.The essentially unaccompanied fiber material or fiber /
Eine weitere bevorzugte Ausführungsform der Vereinzelungsvorrichtung
115 ist in Fig. 9 in einer schematischen dreidimensionalen
Darstellung offenbart. Das im Wesentlichen unvereinzelte Fasermaterial
bzw. Fasern-/ Fasergruppen-Gemisch wird durch die Luftströme
76 in die Siebtrommeln 78 transportiert. Dies erfolgt über seitliche
Öffnungen 77 im Gehäuse 79. Das Fasermaterial wird in Richtung
der Längsachsen der Siebtrommeln 78 eingeblasen. Durch das
beidseitige Einblasen des Fasermaterials gegen den Uhrzeigersinn
ergibt sich eine umlaufende Ringströmung 80. Überlagert wird die
Ringströmung 80 von einer Strömung normal bzw. im wesentlichen
senkrecht zu dieser, die durch einen am Fließbettende 69 angelegten
Unterdruck und einen Luftstrom 68 hervorgerufen wird. Der am
Fließbettende 69 herrschende Unterdruck entsteht durch den Unterdruck
in einem nicht dargestellten Saugbandförderer, der am Fließbettende
69 angeordnet ist und zum anderen an dem Luftstrom 72,
der durch den Absaugstutzen 71 gefördert wird. Die Normalströmung
nimmt oberhalb der Siebtrommeln 78 ihren Anfang und passiert
die Siebtrommeln 78 über deren Mantelöffnungen. Die Normalströmung
gelangt dann in den Fließbettbereich 66 und durchläuft
denselben bis zu dem Ende 69, wo ein Teil der Normalströmung am
Keil 70 von den Fasern abgeschieden wird.A further preferred embodiment of the
Das unvereinzelte Fasermaterial gelangt in den Trommeln 78 auf
die Innenmantelflächen der Trommeln 78. Die Trommeln 78 rotieren
mit einer Rotationsrichtung 81 der Siebtrommeln 78 im Uhrzeigersinn.
Das auf den Trommelmantelflächen gelagerte, im Wesentlichen
unvereinzelte Fasermaterial wird von den rotierenden Trommeln
den Vereinzelungswalzen 85 zugeführt. Die Vereinzelungswalzen
85 rotieren in Rotationsrichtung 84 der Vereinzelungswalzen 85
gegen den Uhrzeigersinn. Es wäre auch als Alternative eine Rotation
im Uhrzeigersinn möglich. Die Vereinzelungswalzen 85 bzw. Nadelwalzen
erfassen die unvereinzelten Fasergruppen und zerreißen
diese sowie beschleunigen diese. Die Fasergruppen werden solange
gegen die Innenmantelfläche der Trommeln 78 geschleudert, bis
sie sich in Einzelfasern aufgelöst haben und die Mantelöffnungen
passiert haben, d.h. von dem Luftrom (der Normalströmung) erfasst
und durch die Siebtrommel 78 geführt bzw. gesaugt werden. Anstelle
einer Siebtrommel 78 kann auch eine Trommel mit Lochblechen
oder Rundstabgitter vorgesehen sein.The unclad fiber material enters the
Die Fasern bzw. vereinzelten Fasern werden von einem Luftstrom
erfasst und durch die radialen Öffnungen der Trommel geführt bzw.
gesogen. Durch die Luftströmung werden die Fasern nach unten
zum Fließbett gefördert. Sobald die faserbefrachtete Strömung am
Fließbett angelangt ist, wird diese abgelenkt und entlang des gekrümmten
Fließbettes geführt. Aufgrund der auf die Fasern einwirkenden
Fliehkräfte bewegen sich die Fasern zur gekrümmten Leitwand
und fließen bis zum Saugbandförderer. Die oberhalb der Fasern
mitfließende Luft wird am Keil bzw. Abscheider 70 abgeschieden
und über den Absaugstutzen 71 abgeführt.The fibers or individual fibers are from an air flow
detected and guided through the radial openings of the drum or
sucked. The airflow causes the fibers to go down
promoted to the fluidized bed. Once the fiber-laden flow at
Fluidized bed is reached, this is deflected and along the curved
Fluidized bed led. Due to acting on the fibers
Centrifugal forces move the fibers to the curved baffle
and flow to the suction belt conveyor. The above the fibers
co-flowing air is deposited on the wedge or
In Fig. 9 sind die entsprechenden Faserströme 75 schematisch dargestellt.
Es werden vereinzelte Fasern von einer aus der Düsenleiste
67 austretenden Luftstrom 68 erfasst und entsprechend auch
dem Fließbettende 69 zugeführt, genau wie die auf das Fließbett 66
gelangenden vereinzelten Fasern durch die Luftströmung 68. Es
können auch mehrere Düsenleisten vorgesehen sein.In Fig. 9, the corresponding fiber streams 75 are shown schematically.
There are scattered fibers from one of the
Fasergruppen, die bei einem einmaligen Trommeldurchgang durch
die Trommeln 78 nicht oder nicht vollständig vereinzelt wurden, gelangen
mit der Ringströmung 80 in die jeweils parallele Trommel 78.
Zum Vereinzeln treten die Fasern durch die Öffnungen 132 der
Siebtrommeln 78. Im Wesentlichen können nur vereinzelte Fasern
durch die Öffnungen 132 treten. Die Öffnungen 132 sind somit derart
ausgestaltet, dass lediglich vereinzelte Fasern hindurch treten
können.Fiber groups that in a single drum passage through
the
Die in Fig. 9 dargestellte Vereinzelungsvorrichtung entspricht wenigstens teilweise derjenigen, die in der WO 01/54873 A1 bzw. der US 4,640,810 A der Fa. Scanweb, Dänemark, bzw. USA, offenbart sind. Die Offenbarung der eben genannten Patentanmeldung bzw. des eben genannten US-Patents soll vollumfänglich in den Offenbarungsgehalt dieser Patentanmeldung mit aufgenommen sein.The separating device shown in Fig. 9 corresponds at least some of those described in WO 01/54873 A1 or the US 4,640,810 A of Messrs. Scanweb, Denmark, and USA, respectively are. The disclosure of the aforementioned patent application or of the aforementioned US Patent is intended in its entirety to the disclosure This patent application be included.
Fig. 10 zeigt in einer schematischen Darstellung eine Strangherstellungsmaschine 110.10 shows a schematic representation of a strand production machine 110th
Fig. 11 zeigt einen Teil der Strangherstellungsmaschine 110 in einer
Draufsicht in Richtung des Pfeils A und Fig. 12 eine Seitenansicht
der Strangherstellungsmaschine 110 gemäß Fig. 10 in Richtung des
Pfeils B.Fig. 11 shows a part of the
Das unvereinzelte Fasermaterial gelangt über den Stauschacht 32
zur Dosiereinrichtung 34, das in diesem Beispiel ein Einzugswalzenpaar
34 mit einer rotierenden Walze 32 ist. Die Richtung des
Materialeintrags 100 ist in Fig. 11 in Zeichenebene nach unten, wie
dort schematisch dargestellt ist. Das unvereinzelte Fasermaterial
wird in der Vereinzelungskammer 61 vereinzelt. Der durch die Luftströmung
im Absaugstutzen 71 und den Luftstrom 72' im Saugbandförderer
89 erzeugte Luftstrom am Fließbett 66 fördert die vereinzelten
Fasern 65. Der Luftstrom 72 im Absaugstutzen 71 ist bezüglich
deren Richtung in Fig. 11 nach oben aus der Zeichenebene heraus,
wie in Fig. 11 dargestellt ist. Der Luftstrom 72 transportiert auch überschüssige
Fasern ab. Der Luftstrom 72' dient zum Halten der auf
dem Saugband 89 aufgeschauerten Fasern 65.The unclarified fiber material passes over the
Die vereinzelten Fasern 65 bewegen sich am Fließbett 66 in Richtung
zum Fließbettende 69, an dem, wie in den Figuren dargestellt
ist, ein Saugbandförderer 89, angeordnet ist. Im Saugbandförderer
89 herrscht durch kontinuierliches Luftabsaugen Unterdruck. Dieses
Luftabsaugen ist durch den Luftstrom 72' schematisch dargestellt.
Der Unterdruck saugt die vereinzelten Fasern 65 an und hält sie am
luftdurchlässigen Saugband des Saugbandförderers 89 fest.The separated
Die vereinzelten Fasern 65 werden entsprechend auf das luftdurchlässige
Saugband des Saugbandförderers 89 aufgeschauert. Das
Saugband 116 bewegt sich in Richtung Strangherstellungsmaschine
110, also in Fig. 10 nach links. Es bildet sich ein zur Strangmaschine
110 hin an Stärke linear zunehmender Faserkuchen bzw. Faserstrom
86 auf dem Saugband. Der aufgeschüttete Faserstrom 86 ist
unterschiedlich stark und wird am Ende der Aufschüttzone des
Saugbandförderers 89 mittels Trimmung durch eine Trimmvorrichtung
88 auf eine einheitliche Stärke getrimmt. Die Trimmvorrichtung
88 kann eine mechanische sein wie bspw. Trimmerscheiben oder
eine pneumatische mittels bspw. Luftdüsen. Die mechanische
Trimmung ist bei Zigarettenstrangmaschinen an sich bekannt. Die
pneumatische Trimmung geschieht dergestalt, dass horizontal am
Ende des Faserstroms 86 eine Düse angeordnet ist, aus der ein
Luftstrahl austritt und einen Teil des Faserstroms 86 herausreißt, so
dass überschüssige Fasern 87 abgeführt werden. Es kann eine
Punktstrahldüse oder eine Flachstrahldüse Verwendung finden.The
Nach dem Trimmen ist der Faserstrom 86 aufgeteilt in einen getrimmten
Faserstrang 90 und einen Strang überschüssiger Fasern
87. Es ist auch möglich, alle Fasern unterhalb eines Trimmungsmaßes
von einem Düsenstrahl zu erfassen und wegzureißen. Die überschüssigen
Fasern werden in den Faseraufbereitungsprozess zurückgeführt
und werden später wieder zu einem Faserstrang ausgebildet.After trimming, the
Der getrimmte Faserstrang 90 wird am Saugband 116 gehalten und
in Richtung der Strangmaschine 110 bewegt. Beim getrimmten Faserstrang
90 handelt es sich um ein loses Faservlies, das durch ein
Verdichtungsband 92 verdichtet wird. Anstelle des Verdichtungsbandes
92 kann auch eine Rolle Verwendung finden. Es können
auch mehrere Bänder bzw. Rollen Verwendung finden. Es erfolgt
auch seitlich eine Verdichtung des Faserkuchens, wie insbesondere
durch Fig. 11 dargestellt ist. In Fig. 11 sind die Verdichtungsbänder
101 dargestellt, die konisch zueinander verlaufen und zwar in
Saugbandgeschwindigkeit mit dem Faserkuchen. Die gezahnte
Form der Verdichtungsbänder 101 erzeugen Zonen unterschiedlicher
Dichte im verdichteten Faserkuchen. In den Zonen höherer
Dichte wird der Filterstrang später geschnitten. Die höhere Faserdichte
im Filterendbereich sorgt für einen kompakteren Zusammenhalt
der Fasern in dieser sensiblen Zone und außerdem zu einer
besseren Verarbeitbarkeit der Filterstäbe. Zum Verdichten in vertikaler
Richtung ist ein Verdichtungsband 92 vorgesehen. Anstelle
des Verdichtungsbandes 92 können auch Rollen vorgesehen sein.The trimmed
Der getrimmte und verdichtete Faserstrang 91 wird an die Strangmaschine
110 übergeben. Die Übergabe erfolgt durch das Ablösen
des verdichteten Faserstrangs 91 vom Saugband 116 und den Auftrag
des Faserstrangs 91 auf ein Formatband der Strangmaschine
110. Das Formatband ist in den Figuren nicht dargestellt. Es kann
sich hierbei um ein übliches Formatband handeln, das auch bei einer
normalen Filterstrangmaschine bzw. Zigarettenstrangmaschine
Verwendung findet. Die Übergabe wird von einer von oben auf den
verdichteten Faserstrang 91 gerichteten Düse 93, durch die ein
Luftstrom 94 führt, unterstützt.The trimmed and compacted
In der Strangmaschine 110 wird ein Faserfilterstrang 95 erzeugt,
wobei von einer Bobine 98 ein Umhüllungsmaterialstreifen 99 um
das Fasermaterial wie üblich gewickelt wird. Durch Volumenverkleinerung
und Rundformung bzw. Ovalformung des verdichteten Faserstrangs
91 beim Umhüllen mit dem Umhüllungsmaterialstreifen
99 baut sich ein gewisser Innendruck im Faserfilterstrang 95 auf. In
der Aushärtevorrichtung 96 werden Bindekomponenten, die in der
Fasermischung enthalten sind, oberflächlich erhitzt und angeschmolzen.
Entsprechend können auch die äußeren Schichten von
Bikomponentenfasern angeschmolzen werden, so dass eine Verbindung
zwischen den Fasern entsteht. Hierzu wird insbesondere
auf die Patentanmeldung der Anmelderin DE 102 17 410.5 verwiesen.
Die Aushärtevorrichtung 96 kann auch eine Mikrowellenheizung,
eine Laserheizung, Heizplatten bzw. Schleifkontakte umfassen.
Durch Aufheizen der Bindekomponenten verbinden sich die
Einzelfasern im Faserstrang miteinander und verschmelzen oberflächlich.
Beim Abkühlen des Faserstrangs erhärten die angeschmolzenen
Bereiche wieder. Das entstandene Gittergerüst verleiht
dem Faserstrang Stabilität und Härte. Abschließend wird der
ausgehärtete Faserfilterstrang 95 in Faserfilterstäbe 97 geschnitten.
Die Aushärtung des Faserfilters ist auch nach dem Schneiden in die
Faserfilterstäbe 97 möglich.In the
Der in Fig. 12 noch dargestellte Luftstrom 102 dient wie die Luftströme
der vorherigen Ausführungsbeispiele auch zum Transport
des Fasermaterials. The
In Fig. 13 ist eine dreidimensionale schematische Darstellung einer
fünften Ausführungsform der erfindungsgemäßen Vereinzelungsvorrichtung
dargestellt, die derjenigen aus Fig. 9 entsprechend ähnelt.
Zusätzlich zu der Ausführungsform aus Fig. 9 ist noch eine Granulatdosiervorrichtung
120 vorgesehen. Die Granulatdosiervorrichtung
120 streut über die gesamte Breite der Vereinzelungsvorrichtung
115 ein Granulat zwischen die Siebtrommeln 78 in die Vereinzelungsvorrichtung
115. Das eingestreute Granulat 121 vermischt sich
im Bereich der Siebtrommeln 78 mit den aus den Siebtrommeln 78
austretenden Fasern. Es entsteht ein Gemisch aus vereinzelten Fasern
und Granulat, das im Luftstrom auf dem Fließbett zum Saugstrangförderer,
der in Förderrichtung hinter dem Saugstrangende 79
angeordnet ist, gefördert wird.In Fig. 13 is a three-dimensional schematic representation of a
Fifth embodiment of the separating device according to the invention
which is similar to that of FIG. 9.
In addition to the embodiment of FIG. 9, there is still a
Fig. 14 zeigt eine schematische Querschnittdarstellung einer weiteren
Vereinzelungsvorrichtung 115. In dieser Ausführungsform ist die
Luftführung verbessert, so dass gleichmäßigere Faserströme 75
bzw. 75' erzeugt werden. Ein Luftstrom 122 gelangt in dem oberen
Bereich der Siebtrommel 78 in die Vorrichtung. Die aus den Siebtrommeln
78 heraustretenden vereinzelten Fasern gelangen in Kanäle
123 und 124 und werden durch den entsprechenden Luftstrom
nach unten in den Bereich des Fließbettes 66 geführt. Im unteren
Bereich des Fließbettes werden die Faserströme 75 zu einem Faserstrom
75' vereinigt. In diesem Bereich wird ein Großteil der
Transportluft von dem Faserstrom getrennt, was durch den Luftstrom
122' dargestellt ist. Hierzu ist ein Absaugstutzen 125 im
Wälzraum des Fließbettes 66 vorgesehen. Der Faserstrom 75' gelangt
nach der Vereinigung der beiden Faserströme 75 in einen Kanal,
der durch das Fließbett 66 und den Abscheider 127 gebildet
wird. An dieser Stelle kann es je nach Verfahrensführung möglich
sein, dass sich schon ein Vlies gebildet hat oder aber es kann auch
sein, dass die Fasern noch vereinzelt sind. Der Faserstrom 75' wird
dann durch den am Saugbandförderer 89 anliegenden Unterdruck
zum Fließbettende 69 und dem Saugbandförderer 89 transportiert.Fig. 14 shows a schematic cross-sectional view of another
Separating
Fig. 15 zeigt eine entsprechende schematische Schnittdarstellung,
die derjenigen aus Fig. 14 ähnelt. Zusätzlich zu dem Ausführungsbeispiel
der Fig. 14 ist eine Granulatdosiervorrichtung 120 oberhalb
der Siebtrommeln 78 angeordnet. Aus zwei Entnahmestutzen wird
den jeweiligen Siebtrommeln 78 Granulat 121 zugeführt. Der gebildete
Faser-/Granulatstrom 128, der in den Kanälen 123 und 124
transportiert wird, wird im unteren Bereich des Fließbettes 66 vereinigte
und zu einem Faser-/Granulatstrom 128'.15 shows a corresponding schematic sectional representation,
which is similar to that of FIG. 14. In addition to the embodiment
Fig. 14 is a
Fig. 16 stellt eine weitere erfindungsgemäße Ausführungsform einer
Vereinzelungsvorrichtung 115 dar. Die Hinzufügung von Granulat
121 aus der Granulatdosiervorrichtung 120 wird in der Nähe des
Fließbettendes 69 durchgeführt. Granulat 121 gelangt auf ein Beschleunigungselement
129, das eine Walze, eine Bürste oder eine
Düse sein kann. Das beschleunigte Granulat 121 gelangt durch die
Leitung 130 in das Fließbett und zwar in einen vertikalen Fließbettabschnitt
131.Fig. 16 illustrates another embodiment of the
Eine erfindungsgemäße Filterstrangherstelleinrichtung ist in Seitenansicht
schematisch in Fig. 17 dargestellt. Das mit dieser Einrichtung
auszuführende Verfahren dient der Herstellung von Zigarettenfiltern
aus geeigneten faserigen Materialien biologischen und/oder
synthetischen Ursprungs und auch anderen Materialien wie Granulaten
bspw. Bei den Filtermaterialien kann es sich um diejenigen
handeln, die vorstehend schon beschrieben sind. Hierzu wird insbesondere
auch verwiesen auf die EP 03 004 594.2 der Anmelderin
mit dem Titel "Zigarettenfilter und Verfahren zur Herstellung desselben".
Es sollen sowohl Filter aus den Fasern eines einzigen Materials
hergestellt werden als auch eine beliebige Mischung von Fasern
verschiedener Materialien. Filter aus Fasern eines einzigen Materials
benötigen in der Filterstrangherstelleinrichtung der Fig. 17 nur
eine Filtermaterialzuführvorrichtung 201 bzw. 209. Die hergestellten
Filter, die auch Faserfilter genannt werden können, sind je nach Fasermischung
z.T. bzw. vollständig biologisch abbaubar. Als Vliesformen
des Filterstrangs, bzw. als Filterstrangform kann ein runder
oder ovaler Zigarettenfilter angestrebt sein, der am Ende des Herstellverfahrens
erzeugt wird.A Filterstrangherstelleinrichtung invention is in side view
shown schematically in Fig. 17. That with this device
to be carried out process is used to produce cigarette filters
from suitable fibrous materials biological and / or
of synthetic origin and also other materials such as granules
For example, the filter materials may be those
act, which are already described above. This is in particular
also refer to EP 03 004 594.2 of the Applicant
entitled "Cigarette filter and method of making the same".
It should both filter from the fibers of a single material
be prepared as well as any mixture of fibers
different materials. Filter made of fibers of a single material
need only in the Filterstrangherstelleinrichtung of FIG. 17
a
Die in Fig. 17 dargestellte Einrichtung verarbeitet zwei unterschiedliche
Fasern, die an zwei Dosierstellen aus zwei Filtermaterialzuführvorrichtungen,
nämlich einem Dosieröffner 209 und einer Fasermühle
201 dem Fließbett 216 zugeführt werden. Die erste Dosierstelle
ist der Übergang der Fasermühle 201 in einen Faserkanal
215, an den sich unmittelbar das Fließbett 216 anschließt. Ein Celluloserohstoff
wie Celluloseacetatfasern liegen in Form eines Vlieses
223, aufgerollt auf einer Bobine 202, vor. Das Faservlies 223
wird über ein Einzugswalzenpaar 204, das durch einen Motor 203
angetrieben wird, der Fasermühle 201 zugeführt. Eine rotierende
Fräsertrommel 207, die durch einen Motor 205 angetrieben wird,
zerfasert Celluloseplatten oder das Cellulosevlies mit hoher Geschwindigkeit.
Die Fräsertrommel 207 weist eine Vielzahl von Frässcheiben
auf. Die Vielzahl von Frässcheiben 207 ist in Fig. 18, die
eine Draufsicht aus der Einrichtung der Fig. 17 in schematischer
Darstellung ist, deutlicher zu erkennen. Die Cellulosefasern werden
über Abscheiderbleche 208 in einen starken Transportluftstrom 206
gegeben.The device shown in Fig. 17 processes two different ones
Fibers, which are at two metering points of two Filtermaterialzuführvorrichtungen,
namely a
Die zweite Dosierstelle ist an einer Stelle 214 im Bereich des Faserkanals
215, in der sich der Ausgang des Dosieröffners 209 befindet.
Dem Dosieröffner 209 ist ein Ballenöffner 226 vorgeschaltet,
der in Fig. 19 dargestellt ist. Ein entsprechender Ballenöffner 226
kann beispielsweise von der Fa. Trützschler, Deutschland, erworben
werden. Das in Form von Ballen oder Stapeln vorhandene Fasermaterial
wird im Ballenöffner 226 vereinzelt bzw. in hohem Masse vereinzelt.
Das Fasermaterial kann beispielsweise Bikomponentenfasern
umfassen. Die vereinzelten bzw. vorvereinzelten Fasern werden
per Transportluft über eine Rohrleitung 210 dem Dosieröffner
209 zugeführt. Im Dosieröffner 209 werden die Fasern mittels des
Siebes 228 von der Transportluft abgeschieden und fallen in einen
Reservoirschacht 211.The second metering point is at a
Das Reservoir bzw. der Reservoirschacht 211, in das die Fasern
abgeschieden werden, bzw. hineinfallen, dient zum Ausgleich
schwankender Fördermengen des Ballenöffners, die beispielsweise
durch einen Ballenwechsel entstehen können. Das Reservoir ist
somit notwendig um eine kontinuierliche Dosierung von Fasern in
einem Produktionsprozess zu ermöglichen. Benadelte Transportwalzen
212 befördern durch deren Drehbewegung die Fasern auf
die benadelte Dosierwalze 213. Durch Drehzahlvariation der drehenden
Teile ist der Massendurchsatz einstellbar. An einem Abscheidepunkt
214 werden die Fasern durch den Transportluftstrom
206 aus den Nadeln gekämmt und vollständig vereinzelt. Dies kann
auch durch entsprechende Abscheiderbleche, die nicht dargestellt
sind, unterstützt werden. Anschließend werden die Fasern im Faserkanal
215 gefördert und dem Fließbett 216 zugeführt.The reservoir or the
Der Massendurchsatz der Fasermühle 201 geschieht durch Steuerung
bzw. Regelung des Vorschubs des Materials in Form des Vlieses
223 in die Fasermühle 201.The mass flow rate of the
Weitere Dosierstellen für andere zusätzliche Fasern und/oder feste Materialien wie Pulver oder Granulate zur Zufuhr zum Fließbett sind auch möglich, allerdings in dieser Darstellung nicht gezeigt. Further dosing points for other additional fibers and / or solid Materials such as powder or granules are for supply to the fluidized bed also possible, but not shown in this illustration.
Der Transportluftstrom 206 strömt durch die zwei in Fig. 17 dargestellten
Zuführkanäle 229 und 230, so dass zunächst in jedem Zuführkanal
unterschiedliches Filtermaterial getrennt von dem anderen
Filtermaterial gefördert wird. Die Zuführkanäle sind durch eine
Trennwand 231 voneinander getrennt. Die zwei Zuführkanäle 229
und 230 verbinden sich an der Stelle 232 zu einem Faserkanal 215.
Dieser ist vorzugsweise rechteckig. Von dieser Stelle an ist der Faserkanal
als Fließbett 216 zu bezeichnen. Die wenigstens zwei Fasermaterialien
vereinigen sich im Fließbett 216 zu einem homogenen
Fasergemisch.The
Das Fließbett 216 beschreibt eine gleichmäßige Kurvenfunktion, die
tangential an den Faserkanal 215 angepasst ist. Über den unteren
bzw. der tiefsten Stelle 217 bis zur senkrecht stehenden Einlaufwange
des Saugstrangkanals 218 beschreibt die Kurve den Viertelkreis
einer Ellipse. An dem Endpunkt des Fließbettes 216, an der
das Fließbett in den Saugstrangkanal 218 übergeht, herrscht die
stärkste Krümmung der Kurve. Durch den zunehmend enger werdenden
Kurvenradius in Verbindung mit der Geschwindigkeit der
Fasern legen sich die Fasern durch die Zentrifugalkraft zunehmend
an die untere Blechwandung bzw. Fließbettwand 227 an. Im Bereich
der stärksten Kurvenkrümmung herrscht die größte Zentrifugalkraft.
In unmittelbarer Nähe zu diesem Punkt bzw. Ort 219 teilt
sich das Fließbett 216 wieder in zwei Kanäle auf. Der untere, faserführende,
Kanal mündet in den Saugstrangkanal 218.The
Der obere, im Idealfall weitgehend faserlose, Kanal dient zum Abführen
des großen Transportluftstromes aus dem System. Nicht abgeführte
Fasern können in einem den Ansprüchen genügenden Abscheider
abgeschieden und wieder verwendet werden. Der Transportluftstrom
206 wird zu einem Teil durch einen an den Saugstrangförderer
221 angeschlossenen Ventilator erzeugt, der im
Saugstrangförderer und im Fließbett einen Unterdruck erzeugt. Der
notwendige Luftvolumenstrom 206 für den Betrieb der Fasermühle
201 bzw. des Dosieröffners 209 wird nicht nur durch den Saugstrangventilator
allein erzeugt. Auch ein zweiter an dem Fließbettabscheider
220 angeschlossener zusätzlicher Ventilator erzeugt den
zusätzlichen notwendigen Transportluftstrom 206.The upper, ideally largely fiber-free, channel is used for removal
the large transport air flow from the system. Not discharged
Fibers can meet the requirements of a separator
be deposited and used again. The
Das Verhältnis der abzusaugenden Luftvolumenmenge am Trennpunkt
bzw. Ort 219 wird durch die gewünschten Luftgeschwindigkeiten
und den Leitungsquerschnitt beeinflusst. Des Weiteren können
die Luftvolumenströme in den beiden Leitungen nach der Trennung
durch Regelung der beiden Ventilatoren eingestellt werden.The ratio of the volume of air to be extracted at the point of separation
or
Im Saugstrangförderer 221 bildet sich ein Faserkuchen bzw. ein Faservlies,
der durch das Saugband kontinuierlich weitergefördert wird
und zwar in eine Filterstrangmaschine 222, die in Fig. 18 und Fig.
19 dargestellt ist. Anschließend werden Filter wie üblich hergestellt,
beispielsweise auf einer Maschine der Anmelderin, die KDF genannt
wird, bzw. wie in der europäischen Patentanmeldung 03 007
675.6 mit dem Titel "Verfahren und Einrichtung zur Herstellung eines
Filterstrangs" der Anmelderin beschrieben ist. Auch diese Patentanmeldung
soll vollumfänglich in den Offenbarungsgehalt dieser
Anmeldung aufgenommen sein.In
Um Filter aus endlichen Fasern herzustellen, die aus wenigstens zwei unterschiedlichen Fasern bestehen und von denen bevorzugt eine Bikomponentenfaser ist, werden die unterschiedlichen Faserarten über verschiedene Dosiersysteme an verschiedenen Stellen dem Zuführkanal eines Fließbetts bzw. einem Fließbett zugeführt. Die Transportluft für die Fasern wird über den Ventilator des an das Fließbett anschließenden Saugstrangförderers und über einen Ventilator am Fließbettabscheider erzeugt.To produce filters from finite fibers, which consist of at least consist of two different fibers and of which preferred A bicomponent fiber is the different fiber types via different dosing systems in different places fed to the feed channel of a fluidized bed or a fluidized bed. The transport air for the fibers is sent to the fan via the fan Fluid bed subsequent Saugstrangförderers and a fan generated at the fluidized bed.
In Fig. 18 ist noch der erzeugte Filterstrang 225 dargestellt, der in
einer Förderrichtung, die durch den Pfeil an dem Filterstrang 225
angedeutet ist, gefördert wird.In Fig. 18 nor the produced
In Fig. 19 ist eine Anordnung entsprechender zu verwendender Maschinen
für eine erfindungsgemäße Filterstrangherstelleinrichtung
dargestellt. Nach dem Fließbett 216 schließt sich eine Filterstrangmaschine
222 an, die vom Aufbau her einer Zigarettenstrangmaschine
ähnlich ist, allerdings an die Eigenschaften des im Vergleich
zu Tabakfasern anderen Material (verschiedene Filterfasermaterialien,
bzw. Granulat oder Pulver) angepasst ist.Fig. 19 is an arrangement of corresponding machines to be used
for a Filterstrangherstelleinrichtung invention
shown. After the
In Fig. 20 ist eine weitere erfindungsgemäße Filterstrangherstelleinrichtung
schematisch dargestellt. In dieser Einrichtung werden die
Bindefasern wie beispielsweise Bikomponentenfasern dem Filterherstellungsprozess
an einer ersten Stelle zugegeben, wohingegen
Füllfasern wie beispielsweise Zellulosefasern aus einer Fasermatte
303 bzw. einem Faservlies 303 von einer Bobine 302 dem Bindefaserstrom
an einem Fasermühlenrotor bzw. einer Fräsertrommel 307
zugeführt und mittels der Wirkung der Fräsertrommel 307 zugemischt
werden.In Fig. 20 is another Filterstrangherstelleinrichtung invention
shown schematically. In this institution, the
Binding fibers such as bicomponent fibers to the filter manufacturing process
added in a first place, whereas
Filler fibers such as cellulose fibers from a
Die Funktionsweise ist hierbei wie folgt. In einer Dosierungs- und
Aufbereitungseinrichtung 309 werden Bindefasern dosiert und aufbereitet.
Die Dosierungs- und Aufbereitungseinrichtung 309 ist
stromaufwärts einer Fasermühle 301 angeordnet. Die Dosierungsund
Aufbereitungseinrichtung 309 gibt von der Walze 328 Bindefasern
323 an einen Luftstrom 306 ab. Die Funktionsweise der Dosierungs-
und Aufbereitungseinrichtung 309 wird im Folgenden noch
detaillierter beschrieben. Als Bindefasern können Mehrfachkomponentenfasern,
insbesondere Bikomponentenfasern in Frage kommen.
Hierzu wird insbesondere auf die DE 102 17 410.5 der Anmelderin
verwiesen.The mode of operation here is as follows. In a dosing and
Der Luftstrom 306 wird in dem Kanal 326 geführt. Der Luftstrom 306
im Kanal 326 und auch im Fließbettkanal 316 wird entweder alleine
oder im Wesentlichen durch die Rotation der Fräsertrommel 307 im
Kanalbereich 325 des Kanals 326 erzeugt. Der Luftstrom 306 wird
ferner durch den Ventilator bzw. ein Saugluftgebläse an dem Saugstrangförderer
321 und dem Ventilator bzw. einem Umluftgebläse,
das Luft aus dem Fließbettabscheider 320 absaugt, unterstützt und
aus dem Prozess herausgeführt. Auch das Gebläse bzw. der Ventilator
329 unterstützt optional den Luftstrom 306.The
Der mit Bindefasern 323 befrachtete Luftstrom 306 gelangt in den
Kanalbereich 325 an der Fräsertrommel 307. Die Einzugswalzen
304 fördern eine Fasermatte bzw. ein Faservlies 303 von der Bobine
302 zur Fräsertrommel 307. Die Fräsertrommel 307 zerfasert das
Vlies 303 zu Einzelfasern 324. Die Einzelfasern 324 werden von der
Fräsertrommel 307 in den Kanalbereich 325 des Kanals 326 geschleudert
und dort mit den Bindefasern 323 vermischt. Das Fasergemisch
327 wird von dem Luftstrom 306 aus dem Kanal 326 in
dem Fließbettkanal 316 transportiert. Es ist in dieser erfindungsgemäßen
Einrichtung möglich, zwischen dem Kanal 326 und dem
Fließbettkanal 316 über einen Zufuhrschacht 330 Granulate dem
Fasergemisch 327 beizumengen.The laden with
Die Bindefasern 323 können auch ein Gemisch aus verschiedenen
Fasern sein, wie beispielsweise ein Gemisch aus Polypropylenfasern
und Bikomponentenfasern. Zum Mischen und Dosieren dieser
Fasern kann die Dosierungs- und Aufbereitungsvorrichtung 309 dienen.
Fig. 21 stellt den Ausschnitt A der erfindungsgemäßen Einrichtung
aus Fig. 20 in einer schematischen Ansicht dar, wobei die
Ummantelung der Fasermühle 301 entfernt wurde. Es ist besonders
gut die Mischung der Bikomponentenfasern 323 bzw. Bindefasern
323 mit den Einzelfasern 324 mit Hilfe der Fräsertrommel 307 dargestellt.
Die Förderrichtung 323' der Bindefasern 323 und die Förderrichtung
327' des Fasergemisches 327 sind zudem dargestellt.
Außerdem ist die Förderrichtung 310 des Vlieses 303 dargestellt.The binding
Die Bindefasern 323 und alternativ beliebige Fasergemische wie
beispielsweise Bindefasern aus Bikomponenten und Füllfasern aus
Polypropylen werden in den Schacht 331 gefüllt. Die Dosierungsund
Aufbereitungsvorrichtung 309 ist in Fig. 22 in einer besonderen
Ausführungsform schematisch detaillierter dargestellt.The
Die Fasern 323 bewegen sich in dem Schacht 331 nach unten. Am
unteren Ende des Schachtes 331 werden die Fasern 323 von der
langsam laufenden Einzugswalze 332 erfasst. Die Einzugswalze
332 fördert die Fasern 323 gegen eine federnd gelagerte Mulde
333. Dabei werden die Fasern 323 eingezogen und zu einem dünnen
kompakten Faserkuchen, der nicht dargestellt ist, verdichtet.The
Der zwischen Einzugswalze 323 und Mulde 333 nach unten geförderte
Faserkuchen wird anschließend am unteren Ende der Mulde
333 von der schnell laufenden Schlägerwalze 334 abgefräst. Dabei
werden die Fasern 323 aufgelockert, vereinzelt und in den Luftstrom
339 in den Schacht 335 eingetragen.The subsidized between
Der Ventilator 338 erzeugt einen im Kreislauf geführten Luftstrom
339. Der Luftstrom 339 wird im Kanal 340 und anschließend an der
Einzugswalze 332 vorbei geführt. Dabei reinigt der Luftstrom 339
die Einzugswalze 332. Anschließend nimmt der Luftstrom 339 Fasern
332 auf und transportiert sie in dem Schacht 335 nach unten. The
Nach der Umlenkung des Schachtes 335 in Richtung der Horizontalen
ist der Schacht 335 im Bereich 336 so ausgeführt, dass die
Schachtwände oben und unten in Kammform ausgebildet sind, das
heißt, dass dort Aussparungen vorgesehen sind, durch die Luft
strömen kann. In diesem Bereich 336 wird der Luftstrom 339 über
die Kämme, die in Fig. 22 nicht dargestellt sind, von den Fasern 323
abgeschieden. Der Ventilator 338 saugt den Luftstrom 339 aus dem
Kammbereich 336 über die Rohre 337 ab. Der Kreislauf des Luftstroms
339 ist somit geschlossen.After the diversion of the
Die von dem Luftstrom 339 abgeschiedenen Fasern werden am Ende
vom Schacht 335, nämlich hinter dem Kammbereich 336, von der
langsam laufenden Einzugswalze 343 erfasst und gegen die Mulde
341 und anschließend eine Blattfederbatterie 342 gefördert. Die
Mulde 341 ist federnd gelagert. Es entsteht ein dünner, kompakter
Faserkuchen, der nicht dargestellt ist und der zwischen der Einzugswalze
343, der Mulde 341 und der Blattfederbatterie 342 gefördert
und verdichtet wird.The fibers deposited by the
Verlässt der Faserkuchen den Wirkbereich der Blattfederbatterie
342 wird er von der schnell laufenden Walze 344 erfasst und übernommen.
Die Walzen 344, 345 und 328 sind mit Sägezahn- oder
Trapezzahngarnituren ausgestattet. Die Walzendrehzahlen sind von
Walze 344 zu Walze 328 hin steigend.Leaves the fiber cake the effective range of the
Nachdem die Fasern 323 für eine Umdrehung von ca. 180° in der
Garnitur der Walze 344 gehalten wurden, werden die Fasern 323
tangential an die gegensinnig drehende Walze 345 übergeben. Da
die Walze 345 schneller dreht als die Walze 344 und insbesondere
eine feinere Sägezahn- oder Trapezzahngarnitur aufweist, erfolgt
eine Längsausrichtung, Parallelisierung und Vereinzelung der Fasern
bei der Übergabe. After the
Nachdem die Fasern 323 in der Garnitur der Walze 345 ca. 180°
lang gehalten wurden, werden die Fasern 323 tangential an die wiederum
gegensinnig drehende Walze 328 übergeben. Da die Walze
328 schneller dreht als die Walze 345 und insbesondere eine feinere
Sägezahn- oder Trapezzahngarnitur aufweist, erfolgt eine Längsausrichtung,
Parallelisierung und Vereinzelung der Fasern bei der
Übergabe. Nachdem die Fasern 323 in der Garnitur der Walze 328
um ca. 180° gehalten wurden, werden die Fasern 323 tangential
nach oben in dem Luftstrom 306 in den Kanal 326 ausgeworfen. After the
- 11
- Faservorbereitungfiber preparation
- 22
- vordosierenpredispense
- 33
- mischen und/oder dosierenmix and / or dose
- 44
- dosierendose
- 55
- mischen und/oder dosierenmix and / or dose
- 66
- vereinzelnseperate
- 77
- Strang herstellenEstablish strand
- 1010
- Faserfilz-EinzugswalzeFiber felt-feed roller
- 1212
- Hammerhammer
- 1313
- Hammermühlehammer mill
- 1414
- Gehäusecasing
- 1515
- Abreißbereichtear away
- 1616
- Fasergruppenfiber groups
- 1717
- Luftstromairflow
- 1818
- Rohrpipe
- 1919
- Luftstromairflow
- 2020
- Abscheiderseparators
- 2121
- Schachtshaft
- 2222
- Speicherbehälterstorage container
- 2323
- Stachelwalzespiked roller
- 2424
- Stachelwalzespiked roller
- 2525
- Trichterfunnel
- 2626
- Zellradschleuserotary valve
- 2727
- Kanalchannel
- 2828
- Luftstromairflow
- 2929
- Fasern-/Fasergruppen-GemischFiber / fiber group mixture
- 3030
- Abscheiderseparators
- 3131
- Fasern-/Fasergruppen-GemischFiber / fiber group mixture
- 3232
- Stauschachtaccumulating shaft
- 3333
- Vibrationselementvibrating element
- 3434
- Einzugswalze feed roller
- 3535
- Abstreiferscraper
- 3636
- Dosierkanalmetering
- 3737
- Walzeroller
- 3838
- Kanalchannel
- 3939
- Luftstromairflow
- 40 - 4440-44
- Fasermaterialfiber material
- 4545
- Additivadditive
- 4646
- Mischraummixing room
- 4747
- Siebscreen
- 50 - 5250 - 52
- Walzenroll
- 5353
- Fasergemischfiber mixture
- 5454
- Kammerchamber
- 5555
- Luftstromairflow
- 5656
- beladener Luftstromladen airflow
- 6060
- Walzeroller
- 6161
- Vereinzelungskammerseparation chamber
- 6262
- Ventilationsöffnungvent
- 6363
- Lufteintrittair inlet
- 6464
- Siebscreen
- 6565
- vereinzelte Fasernisolated fibers
- 6666
- Fließbettfluidized bed
- 6767
- Düsenleistenozzle bar
- 6868
- Luftstromairflow
- 6969
- FließbettendeFluidized bed end
- 7070
- Strömungsteilerflow divider
- 7171
- Absaugstutzensuction
- 7272
- Luftstromairflow
- 7373
- Luftdüseair nozzle
- 7474
- Luftstromairflow
- 7575
- Faserstromfiber stream
- 7676
- Luftstromairflow
- 7777
- Öffnung opening
- 7878
- Siebtrommelscreen drum
- 7979
- Gehäusecasing
- 8080
- Ringströmungannular flow
- 8181
- Rotationsrichtung der SiebtrommelRotation direction of the sieve drum
- 8282
- RührerreiheRührerreihe
- 8383
- RührerreiheRührerreihe
- 8484
- Rotationsrichtung der VereinzelungswalzeRotation direction of the separating roller
- 8585
- Vereinzelungswalzeseparating roller
- 8686
- Faserstromfiber stream
- 8787
- überschüssige Fasernexcess fibers
- 8888
- Trimmvorrichtungtrimming device
- 8989
- Saugbandförderersuction belt
- 9090
- getrimmter Faserstrangtrimmed fiber strand
- 9191
- verdichteter Faserstrangcompacted fiber strand
- 9292
- Verdichtungsbandcompression band
- 9393
- Düsejet
- 9494
- Luftstromairflow
- 9595
- FaserfilterstrangFiber filter rod
- 9696
- Aushärtevorrichtungcuring
- 9797
- FaserfilterstäbeFiber filter rods
- 9898
- Bobinereel
- 9999
- UmhüllungsmaterialstreifenWrapping material strip
- 100100
- Materialeintragmaterial input
- 101101
- Verdichtungsbandcompression band
- 102102
- Luftstromairflow
- 103103
- Luftstromairflow
- 110110
- StrangherstellungsmaschineRod making machine
- 111111
- Mischvorrichtungmixing device
- 112112
- Dosiervorrichtungmetering
- 113113
- Vordosiervorrichtungpremetering
- 114114
- FaservorbereitungsvorrichtungFiber preparation device
- 115115
- Vereinzelungsvorrichtung separating device
- 116116
- Saugbandsuction belt
- 120120
- GranulatdosiervorrichtungGranulatdosiervorrichtung
- 121121
- Granulatgranules
- 122122
- Luftstromairflow
- 122'122 '
- Luftstromairflow
- 123123
- Kanalchannel
- 124124
- Kanalchannel
- 125125
- Absaugstutzensuction
- 126126
- Trennelementseparating element
- 127127
- Abscheiderseparators
- 128128
- Faser-/GranulatstromFiber / granulate flow
- 128'128 '
- Faser-/GranulatstromFiber / granulate flow
- 129129
- Beschleunigungselementaccelerator
- 130130
- Leitungmanagement
- 131131
- Vertikaler FließbettabschnittVertical fluid bed section
- 132132
- Öffnungopening
- 133133
- Strömungflow
- 201201
- Fasermühlefiber mill
- 202202
- Bobinereel
- 203203
- Motorengine
- 204204
- EinzugswalzenpaarFeed roller pair
- 205205
- Motorengine
- 206206
- TransportluftstromTransport airflow
- 207207
- Fräsertrommelcutter drum
- 208208
- AbscheiderblechAbscheiderblech
- 209209
- Dosieröffnerdosing opener
- 210210
- Rohrleitungpipeline
- 211211
- Reservoirschachtreservoir shaft
- 212212
- Transportwalzetransport roller
- 213213
- Dosierwalzemetering
- 214214
- AbscheidepunktAbscheidepunkt
- 215215
- Faserkanal fiber channel
- 216216
- Fließbettfluidized bed
- 217217
- tiefste Stellelowest point
- 218218
- SaugstrangkanalSaugstrangkanal
- 219219
- Ortplace
- 220220
- FließbettabscheiderFließbettabscheider
- 221221
- Saugstrangförderersuction rod
- 222222
- FilterstrangmaschineFilter rod machine
- 223223
- Vliesfleece
- 224224
- Förderrichtungconveying direction
- 225225
- Filterstrangfilter rod
- 226226
- BallenöffnerBale
- 227227
- FließbettwandFluidized bed wall
- 228228
- Siebscreen
- 229, 230229, 230
- Zuführkanalfeed
- 231231
- Trennwandpartition wall
- 232232
- Stellelocation
- 301301
- Fasermühlefiber mill
- 302302
- Bobinereel
- 303303
- Vliesfleece
- 304304
- Einzugswalzefeed roller
- 306306
- Luftstromairflow
- 307307
- Fräsertrommelcutter drum
- 309309
- Dosierungs- und AufbereitungsvorrichtungDosing and conditioning device
- 310310
- Förderrichtung des VliesesConveying direction of the fleece
- 316316
- FließbettkanalFluidized bed channel
- 320320
- FließbettabscheiderFließbettabscheider
- 321321
- Saugstrangförderersuction rod
- 323323
- Bindefasernbinder fibers
- 323'323 '
- Förderrichtung der BindefasernConveying direction of the binding fibers
- 324324
- Einzelfasernindividual fibers
- 325325
- Kanalbereich / StelleChannel area / location
- 326326
- Kanal channel
- 327327
- Fasergemischfiber mixture
- 327'327 '
- Förderrichtung des FasergemischesConveying direction of the fiber mixture
- 328328
- Walzeroller
- 329329
- Ventilatorfan
- 330330
- Zufuhrschachtfeed chute
- 331331
- Schachtshaft
- 332332
- Einzugswalzefeed roller
- 333333
- Muldetrough
- 334334
- SchlägerwalzeBeater roller
- 335335
- Schachtshaft
- 336336
- Kammbereichcomb area
- 337337
- Rohrpipe
- 338338
- Ventilatorfan
- 339339
- Luftstromairflow
- 340340
- Kanalchannel
- 341341
- Muldetrough
- 342342
- BlattfederbatterieLeaf spring battery
- 343343
- Einzugswalzefeed roller
- 344344
- Walzeroller
- 345345
- Walzeroller
- AA
- Ausschnittneckline
Claims (25)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06011475A EP1698241A1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
| PL04003359T PL1464241T3 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
| EP04003359A EP1464241B1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03007672 | 2003-04-03 | ||
| EP03007672A EP1464238B1 (en) | 2003-04-03 | 2003-04-03 | Method and apparatus for the preparation of separated fibers for use in the production of filters |
| EP03015325 | 2003-07-07 | ||
| EP03015325 | 2003-07-07 | ||
| EP04003359A EP1464241B1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Division EP1698241A1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1464241A1 true EP1464241A1 (en) | 2004-10-06 |
| EP1464241B1 EP1464241B1 (en) | 2006-10-04 |
Family
ID=33454320
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Withdrawn EP1698241A1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
| EP04003359A Expired - Lifetime EP1464241B1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Withdrawn EP1698241A1 (en) | 2003-04-03 | 2004-03-01 | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20040235631A1 (en) |
| EP (2) | EP1698241A1 (en) |
| JP (1) | JP2004337160A (en) |
| CN (1) | CN1568844A (en) |
| AT (1) | ATE341233T1 (en) |
| DE (1) | DE502004001630D1 (en) |
| ES (1) | ES2270198T3 (en) |
| PL (1) | PL1464241T3 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1695636A1 (en) * | 2005-02-28 | 2006-08-30 | Hauni Maschinenbau AG | Filter for articles of the tobacco processing industry |
| EP1847185A1 (en) * | 2006-04-18 | 2007-10-24 | Hauni Maschinenbau AG | Manufacture of fibre filters |
| EP1913823A1 (en) * | 2006-10-19 | 2008-04-23 | Hauni Maschinbau AG | Device and method for processing filter material for cigarette filters or similar |
| EP1504681B2 (en) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Method and apparatus for producing a filter rod |
| DE102010000677A1 (en) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Apparatus for the simultaneous production of at least two fibrous webs for the production of filter rods of the tobacco processing industry |
| DE102010000680A1 (en) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Production of filter strands and filter rod machine |
| EP2767177B1 (en) | 2013-02-15 | 2015-09-16 | International Tobacco Machinery Poland Sp. z o.o. | Method, mechanism and apparatus for momentary compression of filter material |
| CN114075715A (en) * | 2020-12-26 | 2022-02-22 | 王苗苗 | Warmhouse booth chemical fibre keeps warm cotton and equipment thereof |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK175987B1 (en) * | 2004-08-05 | 2005-10-31 | Dan Core Internat A S | Former head with rotating drum |
| DE102006047098A1 (en) * | 2006-09-28 | 2008-04-03 | Hauni Maschinenbau Ag | Method and device for heating and curing filter rods |
| TW200936065A (en) * | 2008-01-23 | 2009-09-01 | Filtrona Int Ltd | Tobacco smoke filter |
| US9386803B2 (en) * | 2010-01-06 | 2016-07-12 | Celanese Acetate Llc | Tobacco smoke filter for smoking device with porous mass of active particulate |
| JP5728584B2 (en) | 2010-10-15 | 2015-06-03 | セラニーズ アセテート,エルエルシー | Apparatus, system, and related method for forming a porous body for a smoke filter |
| DE102010063593A1 (en) | 2010-12-20 | 2012-06-21 | Hauni Maschinenbau Ag | Filter material for use in manufacturing of filter rod of cigarette, has stripe locations whose mixing ratio is used for adjusting tensile strength of filter rods |
| DE102011103840A1 (en) * | 2011-06-01 | 2012-12-06 | Trützschler GmbH & Co Kommanditgesellschaft | Device on a spinning preparation machine, e.g. Faserflockenspeiser, carding, cleaner o. The like. For feeding and / or removal of fiber material |
| MX2013004181A (en) * | 2011-10-14 | 2013-06-14 | Celanese Acetate Llc | Apparatuses, systems, and associated methods for forming porous masses for smoke filter. |
| DE102012101024A1 (en) | 2012-02-08 | 2013-08-08 | Hauni Maschinenbau Ag | Apparatus and method for forming at least one strand of the tobacco processing industry and distribution device for feeding a stranding machine |
| DE102012101021B3 (en) * | 2012-02-08 | 2013-08-01 | Hauni Maschinenbau Ag | Distributor apparatus and method for feeding a rod maker to the tobacco processing industry |
| DE102012204443A1 (en) | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | A fiber processing apparatus of the tobacco processing industry and a process for the preparation of finite fibers for producing a fiber strand of the tobacco processing industry |
| MX2015004625A (en) * | 2012-10-11 | 2015-07-14 | Celanese Acetate Llc | Apparatuses, systems, and associated methods for forming porous masses for smoke filters. |
| DE102013219455A1 (en) | 2013-09-26 | 2015-03-26 | Hauni Maschinenbau Ag | Method for producing rod-shaped articles of the tobacco-processing industry and suction conveyor device |
| CN103657509B (en) * | 2013-11-21 | 2015-08-26 | 山东赛特建材有限公司 | The short silk dispersion machine of glass fibre |
| PL3171717T3 (en) | 2014-07-22 | 2021-04-19 | Jt International Sa | Method and apparatus for forming a filter rod |
| CN104389050B (en) * | 2014-11-28 | 2016-09-21 | 湖北中烟工业有限责任公司 | The production method of chitin fiber pipe tobacco |
| CN112369646B (en) * | 2020-11-04 | 2022-02-11 | 常德长岭机械制造科技有限公司 | Structure with internal cleaning function for tobacco machinery |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2796810A (en) * | 1952-09-09 | 1957-06-25 | Muller Paul Adolf | Machinery for producing filter strands from fibrous pulp |
| US3644078A (en) * | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| US3834869A (en) | 1971-08-04 | 1974-09-10 | Creusot Loire | System for dispersing fibers in suspension including air laying web,conditioning fibers in web,dispersing web in liquid |
| GB2101642A (en) * | 1981-07-08 | 1983-01-19 | Filtrona Ltd | Tow cutter |
| GB2145918A (en) | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| GB2165136A (en) | 1984-10-10 | 1986-04-09 | Hauni Werke Koerber & Co Kg | Apparatus for the treatment of tobacco fibres in the distributor of a cigarette-rod machine |
| US4640810A (en) * | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| EP0546519A2 (en) * | 1991-12-09 | 1993-06-16 | Mitsubishi Rayon Co., Ltd | Air jet for producing filter plug for cigarette |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH313367A (en) | 1951-09-12 | 1956-04-15 | Hauni Werke Koerber & Co Kg | Cylindrical smoke filter plug and process for its manufacture |
| US3050427A (en) * | 1957-04-29 | 1962-08-21 | Owens Corning Fiberglass Corp | Fibrous glass product and method of manufacture |
| US3171151A (en) * | 1961-04-04 | 1965-03-02 | Armour & Co | Cleaning and polishing article |
| US3847064A (en) * | 1972-09-11 | 1974-11-12 | American Filtrona Corp | Tobacco smoke filter |
| DE2452749A1 (en) * | 1974-11-07 | 1976-05-20 | Hauni Werke Koerber & Co Kg | DEVICE FOR PRODUCING A FILTER RAND FROM FILTER RODS OF DIFFERENT COMPONENTS |
| DE3301031A1 (en) | 1982-01-28 | 1983-07-28 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Device for forming a tobacco rod |
| IT1214853B (en) | 1984-06-20 | 1990-01-18 | Fameccanica Spa | DRY DEFIBRATION EQUIPMENT FOR SHEETS OF FIBROUS CELLULOSE MATERIAL AND RELATED MATERIALS PARTICULARLY FOR THE PREPARATION OF ABSORBENT MASSES FOR DISPOSABLE AND RELATED DIAGRAMS |
| DK168670B1 (en) | 1993-03-09 | 1994-05-16 | Niro Separation As | Apparatus for distributing fibers |
| JP2003520912A (en) | 2000-01-28 | 2003-07-08 | スキャン−ウェブ・アイ/エス | Equipment for dry dispersion of fiber materials |
| US6371126B1 (en) * | 2000-03-03 | 2002-04-16 | Brown & Williamson Tobacco Corporation | Tobacco recovery system |
| BR0212003B1 (en) | 2001-08-17 | 2013-11-12 | APPARATUS AND PROCESS FOR FILLING SPACES BETWEEN YOURS WITH PRIVATE MATERIAL AND APPARATUS, PROCESS AND SYSTEM FOR FILLING AT LEAST ONE CAVITY IN A ITEM WITH GRANULAR OR PARTICULAR MATERIAL | |
| DE10217410A1 (en) * | 2002-04-18 | 2003-10-30 | Hauni Maschinenbau Ag | Cigarette filter and method of making the same |
-
2004
- 2004-03-01 ES ES04003359T patent/ES2270198T3/en not_active Expired - Lifetime
- 2004-03-01 EP EP06011475A patent/EP1698241A1/en not_active Withdrawn
- 2004-03-01 PL PL04003359T patent/PL1464241T3/en unknown
- 2004-03-01 DE DE502004001630T patent/DE502004001630D1/en not_active Expired - Fee Related
- 2004-03-01 EP EP04003359A patent/EP1464241B1/en not_active Expired - Lifetime
- 2004-03-01 AT AT04003359T patent/ATE341233T1/en not_active IP Right Cessation
- 2004-03-31 JP JP2004104124A patent/JP2004337160A/en not_active Withdrawn
- 2004-04-02 US US10/815,933 patent/US20040235631A1/en not_active Abandoned
- 2004-04-05 CN CNA2004100550614A patent/CN1568844A/en active Pending
-
2005
- 2005-08-31 US US11/214,934 patent/US7318797B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2796810A (en) * | 1952-09-09 | 1957-06-25 | Muller Paul Adolf | Machinery for producing filter strands from fibrous pulp |
| US3644078A (en) * | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| US3834869A (en) | 1971-08-04 | 1974-09-10 | Creusot Loire | System for dispersing fibers in suspension including air laying web,conditioning fibers in web,dispersing web in liquid |
| GB2145918A (en) | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| GB2101642A (en) * | 1981-07-08 | 1983-01-19 | Filtrona Ltd | Tow cutter |
| US4640810A (en) * | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| GB2165136A (en) | 1984-10-10 | 1986-04-09 | Hauni Werke Koerber & Co Kg | Apparatus for the treatment of tobacco fibres in the distributor of a cigarette-rod machine |
| EP0546519A2 (en) * | 1991-12-09 | 1993-06-16 | Mitsubishi Rayon Co., Ltd | Air jet for producing filter plug for cigarette |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1504681B2 (en) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Method and apparatus for producing a filter rod |
| EP1695636A1 (en) * | 2005-02-28 | 2006-08-30 | Hauni Maschinenbau AG | Filter for articles of the tobacco processing industry |
| EP1847185A1 (en) * | 2006-04-18 | 2007-10-24 | Hauni Maschinenbau AG | Manufacture of fibre filters |
| JP2007282634A (en) * | 2006-04-18 | 2007-11-01 | Hauni Maschinenbau Ag | Fiber filter production |
| US7588524B2 (en) | 2006-04-18 | 2009-09-15 | Hauni Maschinenbau Ag | Fiber filter production |
| JP4614985B2 (en) * | 2006-04-18 | 2011-01-19 | ハウニ・マシイネンバウ・アクチエンゲゼルシヤフト | Fabrication of fiber filters |
| EP1913823A1 (en) * | 2006-10-19 | 2008-04-23 | Hauni Maschinbau AG | Device and method for processing filter material for cigarette filters or similar |
| DE102010000677A1 (en) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Apparatus for the simultaneous production of at least two fibrous webs for the production of filter rods of the tobacco processing industry |
| DE102010000680A1 (en) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Production of filter strands and filter rod machine |
| EP2342982A1 (en) | 2010-01-05 | 2011-07-13 | HAUNI Maschinenbau AG | Production of filter cables and filter cable machine |
| EP2356915A1 (en) | 2010-01-05 | 2011-08-17 | HAUNI Maschinenbau AG | Device for simultaneous production of at least two fibrous webs for the production of filter rods for the tobacco industry |
| EP2767177B1 (en) | 2013-02-15 | 2015-09-16 | International Tobacco Machinery Poland Sp. z o.o. | Method, mechanism and apparatus for momentary compression of filter material |
| EP2767177B2 (en) † | 2013-02-15 | 2019-07-17 | International Tobacco Machinery Poland Sp. z o.o. | Method, mechanism and apparatus for momentary compression of filter material |
| US11076635B2 (en) | 2013-02-15 | 2021-08-03 | International Tobacco Machinery Poland Sp. Z O. O. | Method, mechanism and apparatus for momentary compression of filter material |
| CN114075715A (en) * | 2020-12-26 | 2022-02-22 | 王苗苗 | Warmhouse booth chemical fibre keeps warm cotton and equipment thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1464241B1 (en) | 2006-10-04 |
| ATE341233T1 (en) | 2006-10-15 |
| JP2004337160A (en) | 2004-12-02 |
| CN1568844A (en) | 2005-01-26 |
| US20060010654A1 (en) | 2006-01-19 |
| ES2270198T3 (en) | 2007-04-01 |
| EP1698241A1 (en) | 2006-09-06 |
| US7318797B2 (en) | 2008-01-15 |
| PL1464241T3 (en) | 2007-02-28 |
| US20040235631A1 (en) | 2004-11-25 |
| DE502004001630D1 (en) | 2006-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1464241B1 (en) | Method for producing a fabric for the production of filters of the tobacco industry and apparatus for the production of a filter rod | |
| DE2202955C2 (en) | Process for the production of a random fiber nonwoven web and device for its implementation | |
| WO2005106091A1 (en) | Moulded head and method for the production of a nonwoven fabric | |
| DE2202986A1 (en) | RAIL PRODUCTION | |
| DE1814092A1 (en) | Method and apparatus for making nonwoven fabrics | |
| EP1464239B1 (en) | Method and apparatus for the production of a filter rod | |
| EP1464238B1 (en) | Method and apparatus for the preparation of separated fibers for use in the production of filters | |
| EP1847185B1 (en) | Manufacture of fibre filters | |
| EP1464240B1 (en) | Method and apparatus for producing a fabric for the production of a filter rod | |
| DE2217394A1 (en) | Method and device for homogenizing, separating and purifying mixtures of fibers | |
| EP1056892A1 (en) | Device and method for producing a fiber composite | |
| EP2641484A2 (en) | Fibre treatment device for the tobacco industry and method for the treatment of finite fibres for the formation of a fibre strand for the tobacco processing industry | |
| EP1571247B1 (en) | Process for manufacturing mineral wool products, in particular singlelayered and multilayered products | |
| EP2342982A1 (en) | Production of filter cables and filter cable machine | |
| WO2011029904A1 (en) | System for converting wood fibres into a state processed by metering devices, prepared wood fibre material and extrudate produced therefrom | |
| DE3832098A1 (en) | Apparatus and process for the production of a fibre pad | |
| DE1635572B2 (en) | Process for the production of glass fiber nonwovens and apparatus for carrying out the process | |
| DE3508498A1 (en) | METHOD AND DEVICE FOR PRODUCING A STRING OF FIBERS OF THE TOBACCO-PROCESSING INDUSTRY | |
| DE1271006B (en) | Distribution device for tobacco particles for cigarette machines | |
| EP2356915A1 (en) | Device for simultaneous production of at least two fibrous webs for the production of filter rods for the tobacco industry | |
| DE102010063593A1 (en) | Filter material for use in manufacturing of filter rod of cigarette, has stripe locations whose mixing ratio is used for adjusting tensile strength of filter rods | |
| DE3508497A1 (en) | METHOD AND DEVICE FOR MAKING TOBACCO PORTIONS, ESPECIALLY FOR THE PRODUCTION OF A TOBACCO STRAND MADE FROM SEPARATE TOBACCO SECTIONS OF DIFFERENT KINDS | |
| DE102006028382A1 (en) | Filter strand machine operating method for use in tobacco processing industry, involves recycling separated filter materials in area of machine, so that materials are separated from each other before supplying materials to strand conveyor | |
| DE2552892A1 (en) | MACHINE FOR THE MANUFACTURING OF HANGING FIBER FIBERS | |
| EP1504681B1 (en) | Method and apparatus for producing a filter rod |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050307 |
|
| 17Q | First examination report despatched |
Effective date: 20050518 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004001630 Country of ref document: DE Date of ref document: 20061116 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061115 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000801 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20070226 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20070313 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070316 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070326 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2270198 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070705 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070322 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20081001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080302 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070331 Year of fee payment: 4 |