EP0309818B1 - Vorrichtung zum Trennen von Materialbahnen in (zwei) Teilbahnen - Google Patents
Vorrichtung zum Trennen von Materialbahnen in (zwei) Teilbahnen Download PDFInfo
- Publication number
- EP0309818B1 EP0309818B1 EP19880115072 EP88115072A EP0309818B1 EP 0309818 B1 EP0309818 B1 EP 0309818B1 EP 19880115072 EP19880115072 EP 19880115072 EP 88115072 A EP88115072 A EP 88115072A EP 0309818 B1 EP0309818 B1 EP 0309818B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- web
- deflecting
- adjustable
- deflecting rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/038—Controlling transverse register of web by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/145—Including means to monitor product
Definitions
- the invention relates to a device for the continuous cutting of a material web into at least two partial webs, in particular in connection with a packaging machine, the material web and the partial webs being guided over adjustable deflecting members and a separating unit between the deflecting member for the material web on the one hand and the deflecting members for the partial webs on the other hand is arranged.
- material webs of packaging material for example paper, tinfoil, film etc.
- material webs of packaging material are often fed in twice the width and before the production of blanks in two sub-webs by a separating cut in the longitudinal median plane of the Split web of material.
- the partial webs then have the width required for the size of the blank.
- This type of feeding of the packaging material is particularly advantageous in double-lane packaging machines.
- monitoring elements are assigned to the material web or the partial webs, which adjust guide elements when the position changes, in particular deflection rollers for the material web and the partial webs.
- the invention has for its object to develop a device of the type mentioned in such a way that it enables a precise division of the material web between the two individual webs with a simple structure.
- the device according to the invention is characterized in that a monitoring element is assigned to the material web, by means of which the deflection element guiding the material web can be controlled. In this way, the relative position of the running material web can be set exactly.
- the material web and the partial webs are assigned particularly precisely and sensitively reacting web adjusting members, each consisting of two mutually spaced, counter-driven deflection rollers. These are adjusted jointly to adjust the web run, with the result that very small adjusting movements are sufficient to bring about an adjustment of the web run.
- the two deflecting rollers of a web adjusting device are arranged on a common roller carrier which is used for the implementation is pivoted jointly by path adjustments.
- a servomotor namely a stepper motor, is used which effects the required actuating movements via a spindle drive in accordance with actuating signals from the opto-electrical monitoring elements.
- the roller carriers are mounted as a pivotable unit on a support frame connected to the machine construction.
- two roller carriers designed in the above manner are each pivotably arranged on a common support frame and are adjustable by means of separate servomotors with an associated spindle.
- the relative arrangement of the two roller carriers with respect to one another is such that rollers that run up are mounted directly adjacent to one another. A largely parallel guidance of the two partial webs after the separating cut is thereby possible.
- the running deflection rollers of the two roller carriers are arranged at a greater distance from one another, so that a diverging guidance of the partial webs takes place in the area between the two deflection rollers of the roller carriers.
- the device shown as an exemplary embodiment is used in connection with packaging machines, in particular for the production of cigarette packs.
- the packaging material can be tin foil as the inner wrapping for a cigarette group 10.
- the packaging material is fed as a double-wide material web 11. This is continuously subtracted from a bobbin, not shown.
- Two partial webs 12, 13 are formed from the double-wide material web 11 by central separation. These are dimensioned in width so that they are suitable for producing individual blanks 14 by separating one or the other partial web 12, 13.
- a separating unit 15 is used for this purpose, which in the present exemplary embodiment consists of a circular separating knife 16 and a counter roller 17, over the circumference of which the material web 11 is guided.
- the counter roller 17 is provided with a narrow, all-round groove 18, which with the disc-shaped cutting knife 16 corresponds. This partially enters the groove 18.
- a side boundary of the same forms a cutting edge 19 on which the cutting knife 16 comes to rest with an outer edge region for making the cutting cut.
- the separating knife 16 is arranged at the front end of a knife shaft 20. Both organs, namely the separating knife 16 and the counter roller 17, are driven in rotation in accordance with the conveying speed of the material web 11.
- the relative position of the material web 11 and the partial webs 12 and 13 is monitored by feelers.
- the material web 11 is assigned a first opto-electric edge sensing element 21, namely in the conveying direction of the material web 11 at a short distance from the separating unit 15.
- the edge sensing element 21 is here with two pairs of photosensors 22 and 23 equipped, which are arranged on both sides of a side edge of the material web 11 and above and below the same. Changes in the relative position of the running material web 11 are registered by this edge sensing element 21 and converted into a control signal for the path adjusting element 24.
- Separate edge sensing elements 25 and 26 of the described embodiment are also assigned to the two partial webs 12 and 13. These act on the path adjusting elements 27 and 28 of the one and the other partial path 12 and 13.
- the edge sensing elements 21, 25 and 26 are attached to a lateral machine cheek 30 with support arms 29 projecting on one side.
- the edge sensing elements 25, 26 serve to control and maintain the exact relative position of the running partial webs 12, 13 and are therefore attached adjacent to a processing station 31, in which the blanks 14 are produced by severing the partial web 12, 13.
- the web adjusting members 24 on the one hand and 27, 28 on the other hand are designed in a special way.
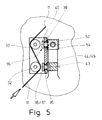
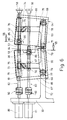
- the web adjusting member 24 intended for the individual material web 11 consists of two deflecting rollers 32, 33 arranged at a distance from one another. These are rotatably mounted on a common support member, namely on a roller carrier 34. This consists of an elongated, corresponding to the length of the deflecting rollers 32, 33, rectangular support plate 35 and transverse bearing flanges 36, 37 at the ends.
- the deflection rollers 32, 33 are rotatably mounted in the bearing flanges 36, 37.
- the roller carrier 34 is adjustable as a unit, namely pivotable about an eccentric pivot bearing 38. This consists of a short bearing pin 39 with a collar 40 at the end. The bearing pin 39 passes through a bore 41 in the support plate 35.
- the roller carrier 34 is mounted on a fixed support frame 42.
- this consists of a support arm 43 which extends approximately in the direction of the deflection rollers 32, 33 and is connected here to the machine cheek 30.
- transverse or upright support legs 44, 45 are arranged for additional support of the roller support 34.
- the pivot bearing 38 or the bearing pin 39 is connected to the support arm 43, in the present case in the central transverse plane of the support plate 35, but offset to the longitudinal center plane thereof. This results in an offset pivot point for the roller carrier 34 and therefore for the deflecting rollers 32, 33. This is approximately in the region of the deflection roller 32 running up for the material web 11.
- the second, running deflection roller 33 is at a greater distance from the rotary bearing 38.
- the support plate 35 is movably connected to the support legs 44, 45 via connecting bolts 46, 47.
- the connecting bolts 46, 47 attached to the support legs 44, 45 enter circular holes 49 of the support plate 35.
- the deflection rollers 32, 33 are driven in rotation by the material web 11. As shown, the looping areas of the deflecting rollers 32, 33 lie on opposite sides. Between the deflection rollers 32, 33 there is a diagonal course of the material web 11. The deflection rollers 32, 33 are thereby driven in opposite directions.
- the arrangement described has the effect that even very slight adjustment movements of the roller carrier 34 cause a change in the running direction of the material web 11, specifically in accordance with control signals from the edge-sensing element 21.
- control elements are transferred to a servomotor 48, which here is designed as a stepper motor and is attached to the machine cheek 30 on the side opposite the web adjustment element 24.
- a motor shaft 49 is connected via a coupling 50 to an actuating mechanism for the roller carrier 34.
- the pivoting movements are effected by an adjusting spindle 51.
- a spindle rod 52 of the same is connected to the motor shaft 49 via the coupling 50.
- the spindle rod 52 is provided with a spindle thread 53. This is in engagement with a spindle nut 54, which in turn is attached to the support plate 35 via a rotary connection 55.
- the rotary connection 55 is expediently designed in the manner of the rotary bearing 38.
- the adjusting spindle 51 is arranged at a distance from the rotary bearing 38, namely at the upper or free ends of the support legs 44, 45.
- the spindle rod 52 is rotatably mounted in these. In the area of one support leg 45, the spindle rod 52 is secured against axial displacements by rod thickenings 56, 57.
- the adjusting mechanism described above also allows manual adjustments of the roller carrier 34.
- a handwheel 58 is attached to the free end of the adjusting spindle 51. This is used in particular for the rough adjustment of the support plate 35.
- the web adjusting members 27 and 28 for the partial webs 12, 13 are designed in an analogous manner.
- Deflection rollers 59, 60 for the one partial web 12 are mounted on a first roller carrier 61 and corresponding deflection rollers 62, 63 on a second roller carrier 64.
- the roller supports 61 and 64 are designed to match, namely with a support plate 65, 66 and in each case only one edge-side bearing flange 67 or 68. The latter are located on mutually opposite sides of the support plates 65, 66.
- the deflecting rollers 59, 60 and 62, 63 are rotatably mounted here on one side, freely floating on the respectively associated bearing flange 67 or 68.
- roller carriers 61 and 64 designed in this way are each individually adjustable or pivotable on a common support frame 69.
- a pivot bearing 70 or 71 for connecting the roller supports 61, 64 to a support arm 72 of the support frame 69 is located on the lower or outer edge of the support plate 65 or 66, namely in a corner adjacent to the other support plate.
- these rotary bearings 70, 71 are arranged in the region of the deflecting rollers 60 and 63, respectively, which are first detected by the partial webs 12, 13.
- Carrier plates 65, 66 essentially unchanged from one another during adjusting movements, while the carrier plates 65, 66 which diverge from the opposite deflection roller 59 or 62 here are at a greater distance from one another, and consequently also the deflection rollers 59, 62.
- connecting bolts 73 and 74 serve in the region of upright legs 75, 76 which are oriented transversely to the supporting arm 69.
- further connecting bolts 77 and 78 are used for this purpose, which establish a connection to the supporting frame 69 in the region of the supporting arm 72.
- the connecting bolts 73, 74 and 77 and 78 each act via arcuate elongated holes 79, concentrically with the pivot bearing 70 and 71.
- Separate servomotors 80, 81 are used for the adjustment of one or the other roller carrier 61, 64. These act, analogously to the exemplary embodiment of FIGS. 4 and 5, on separate spindle rods 82, 83 each assigned to a roller carrier 61, 64. Both can be rotated in or mounted on the support legs 75, 76, with a distance from each other. Each spindle rod 82, 83 is assigned a spindle nut 84 or 85 connected to one of the support plates 65, 66. Accordingly, these are also offset on the support plates 65, 66. Due to the described relative positions of the movable and fixed organs, the spindle nuts 84, 85 are also assigned elongated holes 86. These allow the support plates 65, 66 to be adjusted without constraint.
- the partial webs 12, 13 continue to run parallel next to one another after the separating cut has been made, without spreading in the conveying direction. This is possible due to the close proximity of the deflecting rollers 60 and 63 which are arranged at the same axis and which, due to their inclined position, cause the partial webs 12, 13 to tilt so that they are directed towards one another in a roof shape.
- the diverging guidance of the partial webs 12, 13 takes place in the area between the deflection rollers 60 and 59 on the one hand and 63 and 62 on the other hand.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Replacement Of Web Rolls (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum fortlaufenden Trennen einer Materialbahn in wenigstens zwei Teilbahnen, insbesondere in Verbindung mit einer Verpackungsmaschine, wobei die Materialbahn und die Teilbahnen über verstellbare Umlenkorgane geführt werden und zwischen dem Umlenkorgan für die Materialbahn einerseits und den Umlenkorganen für die Teilbahnen andererseits ein Trennaggregat angeordnet ist.
- Bei Verpackungsmaschinen mit besonders hoher Leistung, insbesondere für die Verpackung von Zigaretten, werden vielfach Materialbahnen aus Verpackungsmaterial, zum Beispiel Papier, Stanniol, Folie etc., in doppelter Breite zugeführt und vor der Herstellung von Zuschnitten in zwei Teilbahnen durch einen Trennschnitt in der Längsmittelebene der Materialbahn aufgeteilt. Die Teilbahnen haben dann die für die Größe des Zuschnitts erforderliche Breite. Besonders vorteilhaft ist diese Art der Zuführung des Verpackungsmaterials bei zweibahnigen Verpackungsmaschinen.
- Die exakte, mittige Anbringung des Trennschnitts ist ebenso zu überwachen wie der Lauf der durch den Trennschnitt gebildeten Teilbahnen zu den Falt- oder sonstigen Weiterverarbeitungsorganen. Zu diesem Zweck sind der Materialbahn bzw. den Teilbahnen Überwachungsorgane zugeordnet, die bei Positionsveränderungen Leitorgane, insbesondere Umlenkwalzen für die Materialbahn sowie die Teilbahnen verstellen.
- Aus der GB-A-2 154 494 ist eine Vorrichtung bekannt, bei der Umlenkorgane für Teilbahnen durch nachgeordnete Überwachungsorgane steuerbar sind. Der apparative und regelungstechnische Aufwand ist bei der gezeigten Lösung recht hoch.
- Der Erfindung liegt die Aufgabe zugrunde, eine Vorrichtung der eingangs genannten Art dahingehend weiterzuentwickeln, daß sie bei einfachem Aufbau eine genaue Aufteilung der Materialbahn auf die beiden Einzelbahnen ermöglicht.
- Zur Lösung dieser Aufgabe ist die erfindungsgemäße Vorrichtung dadurch gekennzeichnet, daß der Materialbahn ein Überwachungsorgan zugeordnet ist, durch welches das die Materialbahn führende Umlenkorgan steuerbar ist. Auf diese Weise kann die Relativlage der laufenden Materialbahn exakt eingestellt werden.
- Der Materialbahn und den Teilbahnen sind besonders exakt und empfindlich reagierende Bahnjustierorgane zugeordnet, die je aus zwei im Abstand voneinander angeordneten, gegenläufig angetriebenen Umlenkwalzen bestehen. Diese werden zum Justieren des Bahnlaufs gemeinsam verstellt, mit der Folge, daß bereits sehr geringe Stellbewegungen ausreichen, um eine Anpassung des Bahnlaufs zu bewirken.
- Die beiden Umlenkwalzen eines Bahnjustierorgans sind auf einem gemeinsamen Walzenträger angeordnet, der zur Durchführung von Bahnjustierungen gemeinsam verschwenkt wird. Hierfür wird erfindungsgemäß ein Stellmotor, nämlich ein Schrittmotor, eingesetzt, der nach Maßgabe von Stellsignalen der opto-elektrischen Überwachungsorgane die erforderlichen Stellbewegungen über einen Spindeltrieb bewirkt. Die Walzenträger wiederum sind als schwenkbare Einheit an einem mit der Maschinenkonstruktion verbundenen Traggestell gelagert.
- Im Bereich der Teilbahnen sind zwei in vorstehender Weise ausgebildete Walzenträger jeweils schwenkbar an einem gemeinsamen Traggestell angeordnet und über separate Stellmotoren mit zugeordneter Spindel verstellbar. Die Relativanordnung der beiden Walzenträger zueinander ist derart, daß auflaufende Walzen unmittelbar benachbart zueinander gelagert sind. Dadurch ist eine weitgehend parallele Führung der beiden Teilbahnen nach dem Trennschnitt möglich. Die ablaufenden Umlenkwalzen der beiden Walzenträger sind mit größerem Abstand voneinander angeordnet, so daß eine divergierende Führung der Teilbahnen im Bereich zwischen den beiden Umlenkwalzen der Walzenträger stattfindet.
- Weitere Merkmale der Erfindung betreffen die Anordnung von Bahnjustierorganen und Überwachungsorganen, die Führung der Bahnen sowie die konstruktive Ausgestaltung der Bahnjustierorgane.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichnungen näher erläutert. Es zeigt:
- Fig. 1
- eine schematische Seitenansicht der gesamten Bahntrennvorrichtung,
- Fig. 2
- eine Grundrißdarstellung zu Fig. 1 in vergrößertem Maßstab unter vereinfachter Darstellung einzelner Organe,
- Fig. 3
- einen Ausschnitt der Vorrichtung im Grundriß, bei nochmals vergrößertem Maßstab,
- Fig. 4
- ein Bahnjustierorgan für eine einzelne (Material-)Bahn in Seitenansicht,
- Fig. 5
- einen Querschnitt zu der Einzelheit gemäß Fig. 4 in der Schnittebene V - V,
- Fig. 6
- ein Bahnjustierorgan für zwei (Teil-)Bahnen in einer Darstellung entsprechend Fig. 4,
- Fig. 7
- einen Querschnitt der Einzelheit gemäß Fig. 6 in der Schnittebene VII - VII.
- Die als Ausführungsbeispiel gezeigte Vorrichtung wird in Verbindung mit Verpackungsmaschinen eingesetzt, insbesondere für die Herstellung von Zigaretten-Packungen. Das Verpackungsmaterial kann Stanniol sein als Innenumhüllung für eine Zigaretten-Gruppe 10.
- Das Verpackungsmaterial wird als doppelt breite Materialbahn 11 zugeführt. Diese wird von einer nicht gezeigten Bobine fortlaufend abgezogen. Aus der doppelt breiten Materialbahn 11 werden durch mittiges Auftrennen zwei Teilbahnen 12, 13 gebildet. Diese sind in der Breite so bemessen, daß sie zur Herstellung einzelner Zuschnitte 14 durch Abtrennen von der einen oder anderen Teilbahn 12, 13 geeignet sind.
- Der mittige Trennschnitt soll bei laufender Materialbahn möglichst präzise angebracht werden. Hierzu dient ein Trennaggregat 15, welches bei dem vorliegenden Ausführungsbeispiel aus einem kreisförmigen Trennmesser 16 und einer Gegenwalze 17 besteht, über deren Umfang die Materialbahn 11 geführt wird. Die Gegenwalze 17 ist mit einer schmalen, ringsherumlaufenden Nut 18 versehen, die mit dem scheibenförmigen Trennmesser 16 korrespondiert. Dieses tritt teilweise in die Nut 18 ein. Eine Seitenbegrenzung derselben bildet eine Schneidkante 19, an der das Trennmesser 16 mit einem äußeren Randbereich zur Durchführung des Trennschnitts zur Anlage kommt. Das Trennmesser 16 ist am Stirnende einer Messerwelle 20 angeordnet. Beide Organe, nämlich das Trennmesser 16 und die Gegenwalze 17, werden drehend angetrieben entsprechend der Fördergeschwindigkeit der Materialbahn 11.
- Die Relativlage der Materialbahn 11 sowie der Teilbahnen 12 und 13 wird durch Tastorgane überwacht. Wie insbesondere aus Fig. 2 ersichtlich, ist der Materialbahn 11 ein erstes opto-elektrisches Kantentastorgan 21 zugeordnet, und zwar in Förderrichtung der Materialbahn 11 in geringem Abstand vor dem Trennaggregat 15. Das Kantentastorgan 21 ist hier mit zwei versetzt angeordneten Paaren von Photosensoren 22 und 23 ausgestattet, die zu beiden Seiten einer Seitenkante der Materialbahn 11 sowie oberhalb und unterhalb derselben angeordnet sind. Veränderungen in der Relativlage der laufenden Materialbahn 11 werden durch dieses Kantentastorgan 21 registriert und in ein Steuersignal für das Bahnjustierorgan 24 umgesetzt.
- Auch den beiden Teilbahnen 12 und 13 sind jeweils gesonderte Kantentastorgane 25 und 26 der beschriebenen Ausführung zugeordnet. Diese wirken auf Bahnjustierorgane 27 und 28 der einen und anderen Teilbahn 12 und 13. Die Kantentastorgane 21, 25 und 26 sind mit einseitig abstehenden Tragarmen 29 an einer seitlichen Maschinenwange 30 angebracht.
- Die Kantentastorgane 25, 26 dienen zur Kontrolle und Einhaltung der exakten Relativstellung der laufenden Teilbahnen 12, 13 und sind deshalb benachbart zu einer Verarbeitungsstation 31 angebracht, in der die Zuschnitte 14 durch Abtrennen der Teilbahn 12, 13 hergestellt werden.
- Die Bahnjustierorgane 24 einerseits sowie 27, 28 andererseits sind in besonderer Weise ausgebildet. Das für die einzelne Materialbahn 11 bestimmte Bahnjustierorgan 24 besteht aus zwei im Abstand voneinander angeordneten Umlenkwalzen 32, 33. Diese sind drehbar an einem gemeinsamen Tragorgan gelagert, nämlich an einem Walzenträger 34. Dieser besteht aus einer entsprechend der Länge der Umlenkwalzen 32, 33 langgestreckten, rechteckigen Tragplatte 35 und quergerichteten Lagerflanschen 36, 37 an den Enden. Die Umlenkwalzen 32, 33 sind drehbar in den Lagerflanschen 36, 37 gelagert.
- Der Walzenträger 34 ist als Einheit verstellbar, nämlich schwenkbar um ein außermittiges Drehlager 38. Dieses besteht aus einem kurzen Lagerbolzen 39 mit einem Bund 40 am Ende. Der Lagerbolzen 39 tritt durch eine Bohrung 41 in der Tragplatte 35 hindurch.
- Mit dem so ausgebildeten Drehlager 38 ist der Walzenträger 34 an einem feststehenden Traggestell 42 gelagert. Dieses besteht im vorliegenden Falle aus einem sich annähernd in Richtung der Umlenkwalzen 32, 33 erstreckenden Tragarm 43, der hier mit der Maschinenwange 30 verbunden ist. Auf dem Tragarm 43 sind quergerichtete bzw. aufrechte Tragschenkel 44, 45 zur zusätzlichen Abstützung des Walzenträgers 34 angeordnet.
- Das Drehlager 38 bzw. der Lagerbolzen 39 ist mit dem Tragarm 43 verbunden, und zwar im vorliegenden Fall in der mittleren Querebene der Tragplatte 35, jedoch versetzt zur Längsmittelebene derselben. Dadurch ergibt sich für den Walzenträger 34 und mithin für die Umlenkwalzen 32, 33 ein versetzter Drehpunkt. Dieser liegt etwa im Bereich der für die Materialbahn 11 auflaufenden Umlenkwalze 32. Die zweite, ablaufende Umlenkwalze 33 hat hingegen einen größeren Abstand vom Drehlager 38.
- Zur zusätzlichen Abstützung ist die Tragplatte 35 über Verbindungsbolzen 46, 47 mit den Tragschenkeln 44, 45 bewegbar verbunden. Die an den Tragschenkeln 44, 45 angebrachten Verbindungsbolzen 46, 47 treten in kreisbogenförmige Langlöcher 49 der Tragplatte 35 ein.
- Die Umlenkwalzen 32, 33 werden durch die Materialbahn 11 drehend angetrieben. Wie gezeigt, liegen die Umschlingungsbereiche der Umlenkwalzen 32, 33 an entgegengesetzten Seiten. Zwischen den Umlenkwalzen 32, 33 ergibt sich ein diagonaler Verlauf der Materialbahn 11. Die Umlenkwalzen 32, 33 sind dadurch gegenläufig angetrieben.
- Die beschriebene Anordnung bewirkt, daß bereits sehr geringe Justierbewegungen des Walzenträgers 34 eine Veränderung der Laufrichtung der Materialbahn 11 bewirken, und zwar nach Maßgabe von Steuersignalen des Kantentastorgans 21.
- Die Steuerorgane werden bei dem vorliegenden Auführungsbeispiel auf einen Stellmotor 48 übertragen, der hier als Schrittmotor ausgebildet und auf der zum Bahnjustierorgan 24 gegenüberliegenden Seite an der Maschinenwange 30 angebracht ist. Eine Motorwelle 49 ist über eine Kupplung 50 mit einer Stellmechanik für den Walzenträger 34 verbunden.
- Bei dem gezeigten Ausführungsbeispiel werden die Schwenkbewegungen durch eine Stellspindel 51 bewirkt. Eine Spindelstange 52 derselben ist über die Kupplung 50 mit der Motorwelle 49 verbunden. In einem mittleren Bereich - zwischen den Tragschenkeln 44, 45 - ist die Spindelstange 52 mit einem Spindelgewinde 53 versehen. Dieses steht in Eingriff mit einer Spindelmutter 54, die ihrerseits über eine Drehverbindung 55 an der Tragplatte 35 angebracht ist. Die Drehverbindung 55 ist zweckmäßigerweise nach Art des Drehlagers 38 ausgebildet.
- Die Stellspindel 51 ist mit Abstand vom Drehlager 38 angeordnet, nämlich an den oberen bzw. freien Enden der Tragschenkel 44, 45. In diesen ist die Spindelstange 52 drehbar gelagert. Im Bereich des einen Tragschenkels 45 ist die Spindelstange 52 durch Stangenverdickungen 56, 57 gegen Axialverschiebungen gesichert.
- Die vorstehend beschriebene Stellmechanik erlaubt auch manuelle Verstellungen des Walzenträgers 34. Zu diesem Zweck ist am freien Ende der Stellspindel 51 ein Handrad 58 angebracht. Dieses dient insbesondere zur Grobverstellung der Tragplatte 35.
- In analoger Weise sind die Bahnjustierorgane 27 und 28 für die Teilbahnen 12, 13 ausgebildet. Umlenkwalzen 59, 60 für die eine Teilbahn 12 sind an einem ersten Walzenträger 61 und entsprechende Umlenkwalzen 62, 63 an einem zweiten Walzenträger 64 gelagert. Die Walzenträger 61 und 64 sind übereinstimmend ausgebildet, nämlich mit einer Tragplatte 65, 66 und jeweils nur einem randseitigen Lagerflansch 67 bzw. 68. Letztere befinden sich auf voneinander abliegenden Seiten der Tragplatten 65, 66. Die Umlenkwalzen 59, 60 bzw. 62, 63 sind hier einseitig, frei fliegend an dem jeweils zugeordneten Lagerflansch 67 bzw. 68 drehbar gelagert.
- Die so ausgebildeten Walzenträger 61 und 64 sind an einem gemeinsamen Traggestell 69 je für sich verstellbar bzw. schwenkbar gelagert. Ein Drehlager 70 bzw. 71 zur Verbindung der Walzenträger 61, 64 mit einem Tragarm 72 des Traggestells 69 befindet sich am unteren bzw. äußeren Rand der Tragplatte 65 bzw. 66, nämlich in einer der jeweils anderen Tragplatte benachbarten Ecke. Analog zu dem Ausführungsbeispiel gemäß Fig. 4 und 5 sind diese Drehlager 70, 71 im Bereich der auflaufenden, also von den Teilbahnen 12, 13 zuerst erfaßten Umlenkwalzen 60 bzw. 63 angeordnet. In diesem Bereich bleibt demnach der Abstand der Tragplatten 65, 66 voneinander bei Stellbewegungen im wesentlichen unverändert, während die zur gegenüberliegenden Umlenkwalze 59 bzw. 62 auseinanderklaffenden Tragplatten 65, 66 hier einen größeren Abstand voneinander haben, mithin auch die Umlenkwalzen 59, 62.
- Zum einen dienen hierzu Verbindungsbolzen 73 und 74 im Bereich von aufrechten bzw. quer zum Tragarm 69 gerichteten Tragschenkeln 75, 76. Zum anderen dienen hierzu weitere Verbindungsbolzen 77 und 78, die im Bereich des Tragarms 72 eine Verbindung mit dem Traggestell 69 herstellen. Die Verbindungsbolzen 73, 74 sowie 77 und 78 wirken jeweils über bogenförmige Langlöcher 79, konzentrisch zum Drehlager 70 bzw. 71.
- Für die Verstellung des einen oder anderen Walzenträgers 61, 64 dienen separate Stellmotoren 80, 81. Diese wirken, analog zu dem Ausführungsbeispiel der Fig. 4 und 5 auf gesonderte, je einem Walzenträger 61, 64 zugeordnete Spindelstangen 82, 83. Beide sind drehbar in bzw. an den Tragschenkeln 75, 76 gelagert, und zwar mit Abstand voneinander. Jeder Spindelstange 82, 83 ist eine mit einer der Tragplatten 65, 66 verbundene Spindelmutter 84 bzw. 85 zugeordnet. Diese sind demnach ebenfalls versetzt an den Tragplatten 65, 66 angeordnet. Aufgrund der geschilderten Relativstellungen der beweglichen und feststehenden Organe sind auch den Spindelmuttern 84, 85 Langlöcher 86 zugeordnet. Diese erlauben ein zwängungsfreies Verstellen der Tragplatten 65, 66.
- Auch bei den Bahnjustierorganen 27, 28 für die Teilbahnen 12 und 13 werden diese in der gleichen, bereits beschriebenen Weise um die Umlenkwalzen 59, 60 bzw. 62, 63 herumgeführt, nämlich mit diagonal verlaufendem Bereich zwischen den Umlenkwalzen.
- Durch die beschriebene Ausgestaltung der Bahnjustierorgane 27, 28 und deren Relativanordnung ergibt sich ein besonderer Vorteil für die Führung der Teilbahnen 12 und 13. Wie aus Fig. 3 ersichtlich, laufen die Teilbahnen 12, 13 nach Anbringung des Trennschnitts weiterhin parallel nebeneinander, ohne Spreizung in Förderrichtung. Dies ist durch die enge Nachbarschaft der gleichachsig angeordneten Umlenkwalzen 60 und 63 möglich, die durch ihre Schrägstellung eine Verkantung der Teilbahnen 12, 13 bewirken, so daß diese dachförmig zueinander gerichtet sind. Die divergierende Führung der Teilbahnen 12, 13 erfolgt im Bereich zwischen den Umlenkwalzen 60 und 59 einerseits sowie 63 und 62 andererseits. Es werden dadurch unerwünschte Spannungen in den Teilbahnen 12, 13 im Anschluß an das Trennaggregat 15 vermieden. Nach Verlassen der Bahnjustierorgane 27, 28 haben die Teilbahnen 12, 13 den erforderlichen Abstand voneinander. Zu diesem Zweck sind, wie beschrieben, die Umlenkwalzen 60, 63 einerseits sowie 59 und 62 andererseits auch in Normalstellung dachförmig zueinander gerichtet.
Claims (19)
- Vorrichtung zum fortlaufenden Trennen einer Materialbahn (11) in wenigstens zwei Teilbahnen (12, 13), insbesondere in Verbindung mit einer Verpackungsmaschine, wobei die Materialbahn (11) und die Teilbahnen (12, 13) über verstellbare Umlenkorgane geführt werden und zwischen dem Umlenkorgan für die Materialbahn (11) einerseits und den Umlenkorganen für die Teilbahnen (12, 13) andererseits ein Trennaggregat (15) angeordnet ist, dadurch gekennzeichenet, daß der Materialbahn (11) ein Überwachungsorgan (21) zugeordnet ist, durch welches das die Materialbahn (11) führende Umlenkorgan steuerbar ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß auch den Teilbahnen (12, 13) Überwachungsorgane zugeordnet sind, insbesondere Kantentastorgane (25, 26).
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß das Überwachungsorgan (21) ein Kantentastorgan ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das Überwachungsorgan (21), insbesondere das Kantentastorgan, zwischen dem Umlenkorgan für die Materialbahn (11) und dem Trennaggregat (15) angeordnet ist.
- Vorrichtung nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die verstellbaren Umlenkorgane jeweils als Bahnjustierorgane (24, 27, 28) mit zwei gemeinsam verstellbaren, insbesondere verschwenkbaren Umlenkwalzen (32, 33; 59, 60; 62, 63) ausgebildet sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Umlenkwalzen (32, 33; 59, 60; 62, 63) eines Bahnjustierorgans (24, 27, 28) gegenläufig drehbar sind und die Materialbahn (11) bzw. die Teilbahnen (12, 13) zwischen den jeweils zwei Umlenkwalzen diagonal geführt sind.
- Vorrichtung nach Anspruch 5 oder 6, dadurch gekennzeichnet, daß die Umlenkwalzen ( 32, 33; 59, 60; 62, 63) paarweise an einem gemeinsamen Walzenträger (34, 61, 64) mit Abstand voneinander angeordnet sind, wobei die Walzenträger jeweils verstellbar, insbesondere schwenkbar sind.
- Vorrichtung nach einem oder mehreren der Anprüche 5 bis 7, dadurch gekennzeichnet, daß die beiden Umlenkwalzen (32, 33; 59, 60; 62, 63) eines Bahnjustierorgans (24, 27, 28) zur Durchführung von Justierbewegungen unterschiedliche Bewegungen ausführen, insbesondere derart, daß die jeweils auflaufende, das heißt die Materialbahn bzw. Teilbahn aufnehmende Umlenkwalze (32, 60, 63) eine kleinere Bewegungsamplitude aufweist als die andere Umlenkwalze (33, 59, 62).
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, daß der Walzenträger (34, 61, 64) um jeweils ein außermittiges Drehlager (38, 70, 71) schwenkbar ist, welches vorzugsweise im Bereich der auflaufenden Umlenkwalze (32, 60, 63) angeordnet ist.
- Vorrichtung nach einem oder mehreren der Anprüche 5 bis 9, dadurch gekennzeichnet, daß die jeweils einander zugeordneten Umlenkwalzen ( 32, 33; 59, 60; 62,63) bzw. der Walzenträger (34, 61, 64) durch einen Stellmotor (48, 80, 81) - Schrittmotor - über gesonderte mechanische Stellgetriebe verstellbar sind.
- Vorrichtung nach einem oder mehreren der Ansprüche 7 bis 10, dadurch gekennzeichnet, daß die Walzenträger (34, 61, 64) durch einen Spindeltrieb verstellbar sind, wobei eine durch den Stellmotor (48, 80, 81) angetriebene Stellspindel (51) mit Spindelstange (52) auf eine mit dem Walzenträger (34, 61, 64) verbundene Spindelmutter (54) wirkt.
- Vorrichtung nach einem oder mehreren der Ansprüche 7 bis 11, dadurch gekennzeichnet, daß der Walzenträger (34, 61, 64) schwenkbar an einem mit einem Maschinengestell, insbesondere einer Maschinenwange (30), verbundenen Traggestell (42, 69) gelagert ist, wobei der Walzenträger (34, 61, 64) - außer über ein Drehlager (38, 70, 71) - über vorzugsweise zwei Verbindungsbolzen (46, 47; 73, 74; 77, 78) mit Langlochführungen mit dem Traggestell (42, 69) verbunden ist.
- Vorrichtung nach Anspruch 11 oder 12, dadurch gekennzeichnet, daß die Spindelstange (52) drehbar am Traggestell (42, 69), insbesondere an im Abstand voneinander angeordneten Tragschenkeln ( 44, 45), gelagert ist.
- Vorrichtung nach einem oder mehreren der Ansprüchen 5 bis 13, dadurch gekennzeichnet, daß die zueinander gehörenden Umlenkwalzen (32, 33; 59,60; 62,63) zusätzlich von Hand verstellbar sind, insbesondere über ein an der Stellspindel (51) angeordnetes Handrad (58).
- Vorrichtung nach einem oder mehreren der Ansprüche 5 bis 14, dadurch gekennzeichnet, daß die beiden Umlenkwalzen (59 und 60 bzw. 62 und 63) für die Teilbahnen (12, 13) jeweils an gesondert verstellbaren Walzenträgern (61, 64) gelagert sind, wobei diese in einer derartigen Relativstellung zueinander angebracht sind, daß die auflaufenden Umlenkwalzen (60, 63) in geringem Abstand und die ablaufenden Umlenkwalzen (59, 62) in einem größeren Abstand voneinander angeordnet sind.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, daß die beiden Walzenträger (61, 64) an einem gemeinsamen Traggestell (69) angeordnet und je durch gesonderte Stellgetriebe, insbesondere durch Stellmotoren (80, 81), über Spindelstangen (82, 83) verstellbar sind.
- Vorrichtung nach einem oder mehreren der Ansprüche 5 bis 16, dadurch gekennzeichnet, daß die Umlenkwalzen (59, 60; 62, 63) jeweils einseitig - frei fliegend - gelagert sind, insbesondere an auf voneinander entfernt liegenden Seiten der Walzenträger (61, 64) sich erstreckenden Lagerflanschen (67, 68).
- Vorrichtung nach einem oder mehreren der Ansprüche 15 bis 17, dadurch gekennzeichnet, das Drehlager (70, 71) für die Walzenträger (61, 64) im Bereich voneinander zugekehrten Ecken der Walzenträger (61, 64) an der auflaufenden Seite angeordnet sind.
- Vorrichtung nach einem oder mehreren der Ansprüche 2 bis 18, dadurch gekennzeichnet, daß die Kantentastorgane (21, 25, 26) auf derselben Seite der Materialbahn (11) bzw. der Teilbahnen (12, 13) angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3733129A DE3733129C2 (de) | 1987-10-01 | 1987-10-01 | Vorrichtung zum Trennen einer Materialbahn in zwei Teilbahnen |
| DE3733129 | 1987-10-01 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0309818A2 EP0309818A2 (de) | 1989-04-05 |
| EP0309818A3 EP0309818A3 (en) | 1990-07-11 |
| EP0309818B1 true EP0309818B1 (de) | 1995-03-01 |
Family
ID=6337346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19880115072 Expired - Lifetime EP0309818B1 (de) | 1987-10-01 | 1988-09-15 | Vorrichtung zum Trennen von Materialbahnen in (zwei) Teilbahnen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4960234A (de) |
| EP (1) | EP0309818B1 (de) |
| JP (1) | JP2609304B2 (de) |
| BR (1) | BR8805050A (de) |
| CA (1) | CA1317213C (de) |
| DE (2) | DE3733129C2 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5746044A (en) * | 1996-01-31 | 1998-05-05 | G.D Societa Per Azioni | Product wrapping method |
| EP1097893A2 (de) | 1999-11-04 | 2001-05-09 | TOPACK Verpackungstechnik GmbH | Verfahren und Trenneinrichtung zum Trennen von Materialbahnen für Verpackungs- oder Herstellmaschinen von Produkten der tabakverarbeitenden Industrie |
| CN102424144A (zh) * | 2010-07-21 | 2012-04-25 | 克罗内斯股份公司 | 撑开单元的引导装置和引导至少一个材料幅端部的方法 |
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9000783U1 (de) * | 1990-01-24 | 1990-03-29 | Schwark, Hans-Friedrich, Dr. Ing., 8000 Muenchen, De | |
| DE4109644A1 (de) * | 1990-04-26 | 1991-10-31 | Union Special Corp | Vorrichtung zum ausrichten eines kleidungsstuecks fuer eine naehmaschine |
| DE4038416A1 (de) * | 1990-12-01 | 1992-06-04 | Nuetro Maschinen & Anlagen | Vorrichtung zum ueberziehen von verpackungsgut mit einer schlauchhaube |
| DE9107437U1 (de) * | 1991-06-17 | 1991-08-22 | Erhardt + Leimer Gmbh, 8900 Augsburg, De | |
| US5514233A (en) * | 1993-02-16 | 1996-05-07 | Mitsubishi Jukogyo Kabushiki Kaisha | Auto-splice device |
| DE4325251C5 (de) * | 1993-07-28 | 2006-07-13 | Man Roland Druckmaschinen Ag | Vorrichtung zum Einziehen von Bedruckstoffbahnen durch einen Trockner |
| US5464168A (en) * | 1994-02-10 | 1995-11-07 | Spencer Industries, Inc. | Apparatus for slitting belt |
| US5660675A (en) * | 1995-10-19 | 1997-08-26 | Transprint Usa | Method and apparatus for splicing heat transfer printing paper |
| US5813337A (en) * | 1996-06-05 | 1998-09-29 | Quad/Tech, Inc. | Closed-loop printing control system |
| DE10044577A1 (de) * | 2000-09-08 | 2002-03-21 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen |
| EP1203717A1 (de) * | 2000-11-03 | 2002-05-08 | Klockner Bartelt, Inc. | Verfahren und Vorrichtung zur Steuerung der Höhe einer Bahn in einer Verpackungsmaschine |
| WO2004045320A1 (en) * | 2002-11-19 | 2004-06-03 | Brown & Williamson Tobacco Corporation | Apparatus for making cigarette with burn rate modification |
| US7219708B2 (en) * | 2003-02-21 | 2007-05-22 | Mitsui Mining & Smelting Co., Ltd. | Apparatus and method for inspecting film carrier tape for mounting electronic component |
| DE102004000034A1 (de) | 2004-10-26 | 2006-04-27 | Voith Paper Patent Gmbh | Separiervorrichtung |
| US9254979B2 (en) | 2009-02-10 | 2016-02-09 | Khs Gmbh | Cutting-and-separating device |
| DE102009003556A1 (de) | 2009-03-02 | 2010-09-09 | Krones Ag | Verpackungsmaschine und Verfahren zu deren Steuerung |
| DE102009026059B4 (de) * | 2009-06-29 | 2024-02-01 | Krones Aktiengesellschaft | Vorrichtung zum Aufspreizen einer Folienbahn |
| DE102011114522A1 (de) * | 2011-09-29 | 2013-04-04 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen einer Verpackung für eine Gruppe rauchbarer Artikel |
| CN104349995B (zh) * | 2012-04-26 | 2016-10-12 | 倍耐力轮胎股份公司 | 用于可控地收集用于构建轮胎的连续条状元件的处理和生产线 |
| DE102012009648A1 (de) * | 2012-05-14 | 2013-11-14 | Weber Maschinenbau Gmbh Breidenbach | Spreizeinrichtung |
| FR3004174B1 (fr) * | 2013-04-09 | 2015-08-21 | Batscap Sa | Dispositif de separation d'au moins deux brins de materiau adjacents et systeme incluant un tel dispositif |
| CN103504470B (zh) * | 2013-08-09 | 2015-08-19 | 上海烟草集团有限责任公司 | 卷烟机在线切割纠偏装置 |
| DE102013113289A1 (de) * | 2013-12-02 | 2015-06-03 | Khs Gmbh | Vorrichtung sowie Verfahren zum Schneiden eines Bahnmaterials in Teilbahnen und Spreizen der Teilbahnen |
| DE102014209095A1 (de) * | 2014-05-14 | 2015-11-19 | Robert Bosch Gmbh | Vorrichtung und Verfahren zum Einstellen der Position einer Packstoffbahn zu einer Referenz in einer Verpackungsmaschine und Verpackungsmaschine |
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
| IT201800010313A1 (it) | 2018-11-14 | 2020-05-14 | Gd Spa | Metodo ed unità di alimentazione di due fogli di incarto in una macchina impacchettatrice |
| IT201800010315A1 (it) | 2018-11-14 | 2020-05-14 | Gd Spa | Metodo di incarto per realizzare contemporaneamente due confezioni |
| CN115724262A (zh) * | 2021-08-31 | 2023-03-03 | 宁德时代新能源科技股份有限公司 | 辊组件、电池单体的制造设备及辊的调节方法 |
| IT202100026405A1 (it) * | 2021-10-14 | 2023-04-14 | Costruzioni Mecc Luigi Bandera S P A | Apparato per effettuare la divisione e il divaricamento di un nastro continuo |
| WO2023214219A1 (en) * | 2022-05-02 | 2023-11-09 | G.D S.P.A. | Guide roller for a web of wrapping material of the tobacco industry |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1867966A (en) * | 1931-06-13 | 1932-07-19 | Duplex Printing Press Co | Web feed for two plate wide rotary printing presses |
| US2654599A (en) * | 1949-06-27 | 1953-10-06 | Electric Eye Equipment Company | Side registration control device for moving webs |
| GB743903A (en) * | 1951-08-20 | 1956-01-25 | Joseph Monforts | Transverse guiding arrangements for webs |
| DE1212385B (de) * | 1957-06-22 | 1966-03-10 | Irwin Lee Fife | Vorrichtung zum selbsttaetigen Geradefuehren eines sich bewegenden Bandes |
| US3100069A (en) * | 1960-12-20 | 1963-08-06 | Ind Ovens Inc | Adjustable wrap web guiding apparatus |
| US3411683A (en) * | 1966-08-08 | 1968-11-19 | Eastman Kodak Co | Web guiding apparatus |
| US3599849A (en) * | 1969-07-24 | 1971-08-17 | Knox Inc | Web registry control apparatus |
| DE2007569B1 (de) * | 1970-02-19 | 1971-04-22 | Erwin Kampf Maschinenfabrik | Walzenstuhl zum Auseinanderfuhren von Bandern |
| US3752377A (en) * | 1972-09-01 | 1973-08-14 | Mount Hope Machinery Ltd | Method and apparatus for controlling lateral spacings of elongated elements |
| DD123663A1 (de) * | 1975-05-12 | 1977-01-12 | ||
| US4204619A (en) * | 1978-05-04 | 1980-05-27 | Damour Lawrence R | Pivoted web guide for travelling strip |
| IT1133242B (it) * | 1980-02-27 | 1986-07-09 | Gd Spa | Dispositivo deviatore per nastri,particolarmente nastri di carta |
| JPS5724957A (en) * | 1980-07-23 | 1982-02-09 | Fuji Xerox Co Ltd | Correction device for zigzag movement |
| US4477006A (en) * | 1983-03-03 | 1984-10-16 | Robert L. Fife | Offset pivot guiding assembly |
| JPS59167442A (ja) * | 1983-03-11 | 1984-09-20 | Toyo Kikai Kk | 走行生地の拡布、案内装置 |
| DE8327828U1 (de) * | 1983-09-28 | 1985-05-02 | Erhardt & Leimer GmbH, 8900 Augsburg | Fuehrungsvorrichtung fuer eine laufende bahn |
| IT1199385B (it) * | 1984-02-23 | 1988-12-30 | Gd Spa | Dispositivo di alimentazione di nastri di materiale d'incarto ad una macchina confezionatrice di sigarette del tipo a doppio baco |
| US4572417A (en) * | 1984-04-06 | 1986-02-25 | Eastman Kodak Company | Web tracking apparatus |
-
1987
- 1987-10-01 DE DE3733129A patent/DE3733129C2/de not_active Expired - Fee Related
-
1988
- 1988-09-15 DE DE3853185T patent/DE3853185D1/de not_active Expired - Fee Related
- 1988-09-15 EP EP19880115072 patent/EP0309818B1/de not_active Expired - Lifetime
- 1988-09-30 BR BR8805050A patent/BR8805050A/pt not_active IP Right Cessation
- 1988-09-30 JP JP24728788A patent/JP2609304B2/ja not_active Expired - Fee Related
- 1988-09-30 US US07/252,083 patent/US4960234A/en not_active Expired - Lifetime
- 1988-10-03 CA CA 579184 patent/CA1317213C/en not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5746044A (en) * | 1996-01-31 | 1998-05-05 | G.D Societa Per Azioni | Product wrapping method |
| EP1097893A2 (de) | 1999-11-04 | 2001-05-09 | TOPACK Verpackungstechnik GmbH | Verfahren und Trenneinrichtung zum Trennen von Materialbahnen für Verpackungs- oder Herstellmaschinen von Produkten der tabakverarbeitenden Industrie |
| DE19952986A1 (de) * | 1999-11-04 | 2001-05-10 | Topack Verpacktech Gmbh | Verfahren und Trenneinrichtung zum Trennen von Materialbahnen für Verpackungs- oder Herstellmaschinen von Produkten der tabakverarbeitenden Industrie |
| CN102424144A (zh) * | 2010-07-21 | 2012-04-25 | 克罗内斯股份公司 | 撑开单元的引导装置和引导至少一个材料幅端部的方法 |
| CN102424144B (zh) * | 2010-07-21 | 2014-03-05 | 克罗内斯股份公司 | 撑开单元的引导装置和引导至少一个材料幅端部的方法 |
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
| EP2888954A1 (de) | 2013-09-10 | 2015-07-01 | HAUNI Maschinenbau AG | Spreizvorrichtung für zwei oder mehr hüllmaterialbahnen zur herstellung von wenigstens zwei parallelen strängen von produkten der tabak verarbeitenden industrie und anlage mit einer spreizvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1317213C (en) | 1993-05-04 |
| DE3733129A1 (de) | 1989-04-13 |
| US4960234A (en) | 1990-10-02 |
| EP0309818A3 (en) | 1990-07-11 |
| JPH01162667A (ja) | 1989-06-27 |
| DE3733129C2 (de) | 1999-02-18 |
| EP0309818A2 (de) | 1989-04-05 |
| JP2609304B2 (ja) | 1997-05-14 |
| BR8805050A (pt) | 1989-05-09 |
| DE3853185D1 (de) | 1995-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0309818B1 (de) | Vorrichtung zum Trennen von Materialbahnen in (zwei) Teilbahnen | |
| DE3502009C2 (de) | Vorrichtung zum Zuführen von Bahnen von Einwickelmaterial an eine zweibahnige Verpackungs- oder Herstellmaschine für Zigaretten | |
| DE3417042C2 (de) | ||
| DE1082177B (de) | Vorrichtung zum Herstellen eines ununterbrochenen Tabakstromes | |
| EP1166977B1 (de) | Schneidmaschine zum selbsttätigen Beschneiden von Druckerzeugnissen | |
| DE2320369A1 (de) | Vorrichtung zum feststellen von dickeunterschieden in stapelfaserbaendern | |
| DE2906037C2 (de) | Vorrichtung zum Ermitteln von Unstetigkeiten in einer in ihrer Längsrichtung bewegten Materialbahn | |
| AT394157B (de) | Einrichtung zum feststellen mehrfach belegter plaetze in einem kontinuierlichen strom von in gleichmaessigen abstaenden gefoerderten druckprodukten | |
| DE3339488C2 (de) | ||
| EP0204866A1 (de) | Querschneidmaschine in einer Wellpappenanlage | |
| DE3632779C2 (de) | ||
| DE3016849C2 (de) | ||
| EP0086270B1 (de) | Bahnlaufregelvorrichtung | |
| DE3701285A1 (de) | Vorrichtung zur foerderung eines papierstreifens in einer zweistrang-zigarettenfertigungsmaschine | |
| EP0162371B1 (de) | Folien-Vorschubeinheit für eine Tubenherstellungsmaschine | |
| EP0078429A2 (de) | Maschine zum Längsschneiden und -rillen einer Materialbahn, insbesondere Wellpappe | |
| EP0093865A1 (de) | Abtastvorrichtung zur Ermittlung von Warenbahnnähten | |
| DE19821603A1 (de) | Längsfalzeinrichtung am Falzapparat von Rotationsdruckmaschinen | |
| DE2331653C3 (de) | ||
| DE2244747C3 (de) | Vorrichtung zum Querschneiden von Bahnen aus Papier od.dgl | |
| DE933073C (de) | Einrichtung zum Schneiden von Tafeln oder Bogen aus fortlaufenden Bahnen, insbesondere Karton-, Papier- od. dgl. Bahnen | |
| DE2331653B2 (de) | Transport- und abtrenneinrichtung fuer bahnfoermiges kopiermaterial in insbesondere einer lichtpausmaschine | |
| DE3919403C1 (en) | Continuous strip guide frame - has rollers at entry and exit of frame, sepd. by further location frame | |
| EP2888954A1 (de) | Spreizvorrichtung für zwei oder mehr hüllmaterialbahnen zur herstellung von wenigstens zwei parallelen strängen von produkten der tabak verarbeitenden industrie und anlage mit einer spreizvorrichtung | |
| DE3616664C2 (de) | Einrichtung zum Abtrennen von einzelnen Bahnabschnitten aus einer Bahn, die durch einzelne aufeinanderfolgend auf eine Kunststoffilmbahn aufkaschierte Flächenelemente gebildet ist |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19900317 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19920814 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FOCKE & CO. (GMBH & CO.) |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950228 |
|
| REF | Corresponds to: |
Ref document number: 3853185 Country of ref document: DE Date of ref document: 19950406 |
|
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO JAUMANN |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030909 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050914 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050922 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060930 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070403 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070915 |