CN100540216C - 具有至少一个透镜共轴性标记的透镜及其制造方法 - Google Patents
具有至少一个透镜共轴性标记的透镜及其制造方法 Download PDFInfo
- Publication number
- CN100540216C CN100540216C CNB2004800196702A CN200480019670A CN100540216C CN 100540216 C CN100540216 C CN 100540216C CN B2004800196702 A CNB2004800196702 A CN B2004800196702A CN 200480019670 A CN200480019670 A CN 200480019670A CN 100540216 C CN100540216 C CN 100540216C
- Authority
- CN
- China
- Prior art keywords
- lens
- coaxiality
- mark
- type surface
- workbench
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
- G02C7/021—Lenses; Lens systems ; Methods of designing lenses with pattern for identification or with cosmetic or therapeutic effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B13/00—Machines or devices designed for grinding or polishing optical surfaces on lenses or surfaces of similar shape on other work; Accessories therefor
- B24B13/005—Blocking means, chucks or the like; Alignment devices
- B24B13/0055—Positioning of lenses; Marking of lenses
Abstract
本发明公开了一种透镜(10),该透镜具有至少一个形成在透镜主表面(12)上的透镜共轴性标记(30)。该透镜共轴性标记可位于第一轴(50)与主表面的交点(52)处,其中,该主表面关于第一轴对称,从而第一轴是该表面的回转轴。本发明还公开了一种制造具有这种透镜共轴性标记的透镜的方法,以及利用该透镜共轴性标记测量透镜表面的共轴性的方法。
Description
技术领域
本发明总的来说涉及透镜领域,具体地讲,涉及具有至少一个透镜共轴性标记的透镜及其制造方法。
背景技术
光学元件经常需要进行测试以确定光学特性和机械特性。例如,通常必须测试透镜以确定一个或两个透镜表面的共轴性。
透镜设计者日益致力于对非球面的研究以帮助控制在球面透镜中可能出现的各种类型的光学像差。一般,非球面被理解为是这样一种形状的回转面,即,通过将非圆形曲线围绕回转轴旋转而形成的回转面。从而该回转面是关于回转轴旋转对称的。属于回转面的每一个非球面都包括顶点,该顶点被定义为该表面与回转轴相交于该表面上的点。
非球面透镜与更多球面相比能提供各种优点。例如,非球面透镜具有的焦距可以比相同直径的球面透镜所能具有的焦距短得多。当空间受限时该短焦距可能是有用的特征。单个非球面透镜也可以用作聚光透镜。在多透镜系统中,非球面镜可有助于校正像差。
透镜设计方面的各种改进也已经引起透镜制造方面的进步。例如,光学级别聚合材料的注入模塑使得能够利用低成本的材料生产大批量高质量的光学器件。
塑料光学器件与玻璃相比具有许多优点。其中最重要的是较低的成本、较高的耐冲强度、较轻的重量以及较多的结构可能性以简化系统组装。结构柔性在使用非球面透镜的系统中尤其有用以便简化系统设计并降低部件的数量、重量以及成本。此外,透光性可比得上高级冕玻璃的透光性。最后,能够断裂的塑料一般不会像玻璃一样破碎。断裂的塑料碎片更大,而且往往会更钝,从而危险性更小。
实际上所有的玻璃光学研磨和抛光设备都采用了这样的机制:即利用机械运动来成形球面。传统上,一直以相似的工艺完成了用于注射和压缩模塑的模具的光学销(optical pin)。由此,所生产的大部分光学器件一直是球面的。
然而,光学设计者正越来越多地使用非球面以降低成本或者获得使用其他技术无法得到的性能。使用非球面的设计常常包含较少的元件。此外,制造精确的非球面模具空腔面的复杂工艺对每一个空腔仅需要一次。因此,对于开发非球面的优点而言,注入模塑工艺是经济的技术。
不过,在非球面透镜表面的注入模塑过程中可能会出现各种误差,这可能制造出偏轴的表面。例如,该表面的光轴可能与透镜的机械轴不重合。例如,构成注射模具的两个模具销可能不会严格地彼此对准从而一个或两个透镜表面的光轴与透镜的机械轴不重合。另外,用于注入模塑工艺的可固化材料在固化过程中可能会不均衡地收缩。
发明内容
本发明提供一种透镜,该透镜包括位于透镜主表面的顶点处的第一透镜共轴性标记。该第一透镜共轴性标记能使得更精确地测量主表面相对于透镜机械轴的共轴性。在本发明的一些实施例中,透镜还可包括位于透镜第二主表面上的第二透镜共轴性标记。
本发明还提供用于测量透镜表面共轴性的方法。
由本发明一些实施例提供的优点之一在于透镜共轴性标记可以与任何形状的光学表面一起使用并提供测量共轴性的精确的且可容易重复的方式。
一方面,本发明提供一种具有第一主表面和第二主表面的透镜。该第一主表面关于第一轴旋转对称。该第一主表面包括位于第一主表面与第一轴的交点处的第一透镜共轴性标记。在一些实施例中,透镜还包括关于第二轴旋转对称的透镜第二主表面。该透镜第二主表面包括位于第二主表面与第二轴的交点处的第二透镜共轴性标记。
另一方面,本发明提供一种在透镜的至少一个表面上形成透镜共轴性标记的方法。该方法包括在透镜模具的第一表面上形成第一模具共轴性标记,其中该第一表面关于第一透镜模具轴旋转对称。该第一模具共轴性标记形成在第一透镜模具轴与透镜模具的第一表面的交点处。该方法还包括用可固化材料填充透镜模具,并固化该材料从而第一模具共轴性标记在透镜的第一主表面上形成第一透镜共轴性标记。在一些实施例中,该方法还包括在透镜模具的第二表面上形成第二模具共轴性标记,其中第二表面关于第二透镜模具轴旋转对称。第二模具共轴性标记形成在第二透镜模具轴与透镜模具的第二表面的交点处。固化该材料的步骤还包括这样固化该材料以使第二模具共轴性标记在透镜的第二主表面上形成第二透镜共轴性标记。
另一方面,本发明提供一种测量透镜共轴性的方法。该方法包括将透镜放置在工作台上,其中透镜包括第一主表面和第二主表面。该第一主表面关于第一轴旋转对称。该第一主表面包括位于第一主表面与第一轴的交点处的第一透镜共轴性标记。将透镜放置在工作台上的步骤包括将透镜这样放置在工作台上以使第一透镜共轴性标记与工作台的转轴对准。该方法还包括使透镜相对于旋转面调平,该旋转面垂直于工作台的转轴;使透镜围绕工作台的转轴旋转;以及在旋转过程之中或之后观察透镜以评估透镜第一主表面的共轴性。
在一些实施例中,该方法还包括把透镜重新定位在工作台上以使透镜第二主表面上的第二透镜共轴性标记与工作台的转轴对准。该透镜第二主表面关于第二轴旋转对称。该第二透镜共轴性标记位于第二主表面与第二轴的交点处。该方法还包括使透镜围绕工作台的转轴旋转,以及在旋转过程之中或之后观察透镜以评估透镜第二主表面的共轴性。
另一方面,本发明提供一种测量透镜共轴性的方法。该方法包括将透镜放置在工作台上的第一透镜位置,其中该透镜包括第一主表面和第二主表面。该第一主表面关于第一轴旋转对称。该第一主表面包括位于第一主表面与第一轴的交点处的第一透镜共轴性标记。该方法还包括当透镜处于第一透镜位置时确定第一透镜共轴性标记的第一位置;将透镜放置在第二透镜位置上;当透镜处于第二透镜位置时确定第一透镜共轴性标记的第二位置;以及比较第一透镜共轴性标记的第一位置和第一透镜共轴性标记的第二位置。
在一些实施例中,该方法还包括当透镜处于第一透镜位置时确定透镜第二主表面上的第二透镜共轴性标记的第一位置,其中透镜第二主表面关于第二轴旋转对称。第二透镜共轴性标记位于第二主表面与第二轴的交点处。该方法还包括将透镜放置在第二透镜位置上;当透镜处于第二透镜位置时确定第二透镜共轴性标记的第二位置;以及比较第二透镜共轴性标记的第一位置与第二透镜共轴性标记的第二位置。
下面针对由权利要求限定的本发明的各种示例性实施例来讨论根据本发明的透镜的这些及其他特征和优点。
附图说明
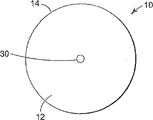
图1A是根据本发明的一个具有透镜共轴性标记的透镜的平面示意图。
图1B是图1A所示透镜的一部分的横截面示意图。
图2A是根据本发明一个实施例的具有第一透镜共轴性标记和第二透镜共轴性标记的透镜的平面示意图。
图2B是图2A所示透镜的一部分的横截面示意图。
图3A是根据本发明一个实施例的包括透镜模具的透镜模具装置的横截面示意图。
图3B是图3A所示透镜模具的横截面示意图。
图4是根据本发明一个实施例的具有模具共轴性标记的模具销的横截面示意图。
图5是根据本发明一个实施例的用于测量具有至少一个透镜共轴性标记的透镜的共轴性的共轴性测量系统的示意图。
图6是在若干个旋转位置上显示图5所示的透镜的俯视平面示意图。
图7是图5所示透镜的一个实施例的俯视平面示意图。
图8是根据本发明一个实施例的用于测量具有至少一个透镜共轴性标记的透镜的共轴性的另一共轴性测量系统的示意图。
图9是根据本发明一个实施例的具有第一透镜共轴性标记和第二透镜共轴性标记的透镜的横截面示意图。
具体实施方式
在以下示例性实施例的详细描述中,参考形成其一部分的附图,并且其中通过图解方式示出可实施本发明的特定实施例。需理解的是可利用另一些实施例并且在不脱离本发明的范围的情况下可以进行结构改变。
一般地,本发明的透镜包括透镜主表面上的至少一个透镜共轴性标记。
如本文所用,术语“非球面透镜”是指一种透镜,其中该透镜的至少一个表面被成形为围绕回转轴旋转的非球面。
如本文所用,术语“顶点”是指在回转面上回转轴与回转面相交的点。
如本文所用,术语“光轴”是指穿过透镜表面的顶点并与该具体表面的回转轴重合的轴。
如本文所用,术语“透镜的几何中心”是指垂直于透镜直径并穿过透镜直径中点的线与透镜厚度的中心线的交点,如图9所示。
如本文所用,术语“透镜共轴性标记”是指形成在透镜的表面内或表面上的标记或特征,使得透镜共轴性标记位于该表面与该表面回转轴的交点处。换句话说,透镜共轴性标记定位在回转面的顶点处。
如本文所用,术语“偏轴”是指光轴与机械轴之间的任何偏离。对于完全共轴的透镜表面,透镜的机械轴与光轴重合。对于具有透镜共轴性标记的表面,如果透镜共轴性标记与透镜的机械轴不对准,就会指示出表面的偏轴。
图1A-1B描绘了根据本发明的透镜10的一个实施例。透镜10包括第一主表面12、第二主表面20和外边缘14。该第一主表面12包括如本文进一步所述的透镜共轴性标记30。为了示例性的目的,在图1A-1B中的透镜共轴性标记30并非按照一定比例绘制。透镜10可以是本领域中已知的任何适当类型的透镜,例如平凸的、双凸的、弯月形的、平凹的、双凹的或者非球面的。此外,透镜10可以用在许多类型的设备中并用于各种类型的光学效应中,例如显微镜、相机、望远镜、投影电视、眼镜、数据显示投影仪以及视频显示投影仪。
透镜10可以由任何合适的材料或材料的组合制成,例如玻璃、聚合物或者晶体。此外,透镜10可在透镜10中包含各种材料,或者透镜10可包含各种材料作为涂层以提供各种不同的光学特性,例如抗反射性、抗刮擦性、抗污性等。
透镜10可以是任何合适的尺寸,该尺寸视其具体用途而定。例如,10mm直径的透镜能够用于某些相机或投影透镜组件。或者,直径大约为200mm的透镜可用于某些电视透镜组件。
透镜10的外边缘14可以采取任何合适的形状,例如圆形、矩形等。此外,外边缘14可包括在注入模塑工艺过程中产生的一个或多个浇注口突起(gate protrusion)(参见,例如图7所示透镜410的浇注口突起418)。另外,透镜10可包括靠近外边缘14的整体安装和紧固特征以便把透镜10安装在光学组件中。例如,这种紧固特征可包括方形凸缘、用于热度标线(heat staking)的突起、具有安装垫的孔等。此外,透镜10可包括安装平面以便安装在光学组件中。
如上所述,透镜10包括第一主表面12,该第一主表面12可根据透镜10的想要的光学特性而采取任何合适的形状。例如,第一主表面12可以是凸的、凹的或者平的。此外,凸或凹表面可采取球面或非球面的形状。优选的是第一主表面12一般是关于第一轴50对称的。换句话说,第一主表面12可被描绘成使选定的非圆曲线围绕第一轴50旋转而形成的回转面。在该示例性实施例中,第一轴50是用于描述第一主表面12的回转轴。一般地,非球面能被描绘成关于回转轴旋转对称的回转面。如图1B所示,顶点52表示第一轴50(即,用于第一主表面12的回转轴)与第一主表面12(即,回转面)相交之处。
与透镜10的第一主表面12相背对的是第二主表面20,该第二主表面20可根据透镜10想要的光学特性而采取任何合适的形状,例如凸的、凹的、平的。此外,凸或凹表面可采取球面或非球面的形状。与第一主表面12一样,第二主表面20也可以被描绘成回转面。
第一主表面12包括第一透镜共轴性标记30。如本发明附图中所示,为了便于举例说明,透镜共轴性标记并非按照一定比例绘制。第一透镜共轴性标记30可位于第一主表面12与第一轴50的交点处,即,第一主表面12的顶点52处。如本文所用,例如在短语“位于第一主表面12与第一轴50的交点处”中所用的术语“位于”意思是第一透镜共轴性标记30被精确地定位在第一轴50与第一主表面12的交点处或者在所需的公差以内。公差的量将取决于透镜直径。例如,200mm透镜具有25μm公差,公差约为0.01%。
第一透镜共轴性标记30可采取任何合适的形状,例如圆形、三角形、矩形等。此外,第一透镜共轴性标记30可以是标记(例如,十字丝标记、隆起)的任何不连续排列,其中标记一般具有尖锐的边缘从而可将标记30与各种透镜缺陷区别开。此外,第一透镜共轴性标记30可以是任何合适的尺寸,即,高度和直径。例如,第一透镜共轴性标记30的高度(或者深度,如果标记30延伸入第一主表面12内)可小于25μm。优选的是第一透镜共轴性标记30的高度可小于1μm。此外,例如,第一透镜共轴性标记30的直径可以不超过100μm。优选的是第一透镜共轴性标记30的直径不超过50μm。更优选的是第一透镜共轴性标记30的直径不超过25μm。或者,对于具体透镜的规格,优选的是第一透镜共轴性标记30小于各种允许的缺陷,比如划痕或小坑。此外,优选的是第一透镜共轴性标记30基本上不影响透镜10的光学性能,而第一透镜共轴性标记30仍有足够的大小以便显微镜能够聚焦到标记30上且被对中在显微镜的十字准线内,如本文进一步所述。此外,优选的是透镜共轴性标记30具有尖锐的边缘从而显微镜或其他光学设备会更容易聚焦到透镜共轴性标记30上。
尽管第一透镜共轴性标记30在图1B中被描绘成从第一主表面12延伸的隆起或突起,但第一透镜共轴性标记30也可以是延伸入第一主表面12中的凹陷或凹坑,或者突起与凹陷的某种组合。
第一透镜共轴性标记30可以利用本领域中已知的任何合适技术形成。例如,第一透镜共轴性标记30可通过在用于注入模塑工艺中的模具销的表面上刻出相应的模具共轴性标记来形成,如本文进一步所述。或者,第一透镜共轴性标记30可在透镜10的第一主表面12上雕刻形成。此外,例如,第一透镜共轴性标记30可以通过把第一透镜共轴性标记30附着到透镜10的第一主表面12上来形成,例如,通过把第一透镜共轴性标记30粘结到第一主表面12上。其他技术可以包括金刚石车削、激光烧蚀、斑点涂覆等。
因为第一透镜共轴性标记30位于透镜10的第一主表面12的顶点52处(即,在第一轴50与第一主表面12的交点处),因此第一透镜共轴性标记30连同第一轴50一起表示第一主表面12的光轴。如本文进一步所述,一般希望透镜每一个表面的光轴基本上与透镜的机械轴重合。通过在透镜10的第一主表面12上设置第一透镜共轴性标记30,可以确定第一主表面12与透镜10的机械轴的共轴性。
尽管图1A-1B所示的透镜10包括第一透镜共轴性标记30,但本发明的透镜也可以包括透镜第二主表面上的第二透镜共轴性标记。例如,图9表示根据本发明另一实施例的具有第一透镜共轴性标记630和第二透镜共轴性标记640的透镜600。透镜600显示出若干个类似于图1A-1B所示的和本文所述的透镜10的特征的特征。透镜600包括第一主表面612、第二主表面620和外边缘614。透镜600可以由与用来制造透镜10的材料相同或相似的材料制成。
第一主表面612和第二主表面620都可包括本领域中已知的任何合适的形状,例如凸的、凹的或平的。对于凸形和凹形,第一主表面612和第二主表面620可采取任何合适的形状,例如,球面的或非球面的。如图9所示,第一主表面612关于轴670旋转对称。换句话说,第一主表面612可以被描绘成通过使非圆曲线围绕轴670(即,回转轴)旋转而形成的回转面。轴670与第一主表面612在顶点652处相交。
在图9所示的实施例中,第二主表面620也关于轴670旋转对称从而第二主表面620是围绕轴670(即,回转轴)的回转面。轴670与第二主表面620在顶点662处相交。
在图9所示的实施例中,透镜600具有直径d,其中点与第一主表面612和第二主表面620之间的距离的中点一起定义了透镜600的几何中心672。几何中心672又定义了机械轴,该机械轴是与透镜直径d垂直并与透镜600的几何中心672相交的轴。在该实施例中,机械轴与轴670重合。
如图9所示,第一主表面612和第二主表面620的回转轴与透镜600的机械轴重合,从而所有三个轴被描绘成轴670。在理想的透镜中,优选的是这三个轴是重合的,从而透镜不会表现出偏轴。换句话说,优选的是第一透镜共轴性标记630和第二透镜共轴性标记640都与透镜的机械轴(即,轴670)对准。
不过,一些透镜可能会表现出至少一个透镜表面的偏轴。例如,图2A-2B表示根据本发明的透镜100的另一实施例。透镜100在很多方面与图1A-1B所示的透镜10和图9所示的透镜600相似。透镜100包括第一主表面112、第二主表面120和外边缘114。
如图2B所示,第一主表面112关于第一轴150旋转对称。换句话说,第一主表面112可被认为是通过使非圆曲线围绕第一轴150(即,回转轴)旋转而描绘成的回转面。第一轴150与第一主表面112在顶点152处相交。
类似地,如图2B所示,第二主表面120关于第二轴160对称从而第二主表面120是回转面。第二轴160与第二主表面120在顶点162处相交。
位于第一轴150和第一主表面112的交点处(即,顶点152处)的是第一透镜共轴性标记130。如本文关于图1A-1B所示的第一透镜共轴性标记30所述,第一透镜共轴性标记130可以是任意合适的形状和尺寸。优选的是第一透镜共轴性标记130的尺寸基本上不影响透镜100的光学特性。第一透镜共轴性标记130可用来确定透镜100的第一主表面112的共轴性,如本文进一步所述。
透镜100还包括位于第二轴160与第二主表面120的交点处(即,顶点162处)的第二透镜共轴性标记140。如关于图1A-1B所示的第一透镜共轴性标记30所述,第二透镜共轴性标记140可采取任何适当的形状和尺寸。第二透镜共轴性标记140能被用来确定透镜100的第二主表面120的共轴性,如本文进一步所述。
图2A是俯视第一主表面112的透镜100的平面示意图。尽管图2A示出第一透镜共轴性标记130沿着垂直于图2A所在平面的轴与第二透镜共轴性标记140不对准,但第一透镜共轴性标记130和第二透镜共轴性标记140可以对准,从而图2B所示的第一轴150和第二轴160是重合的(参见,例如,图9所示的透镜600)。
透镜100还包括几何中心172,该几何中心172又限定机械轴170,该机械轴为垂直于透镜直径并与几何中心172相交的轴。
在理想的透镜中,优选的是第一主表面112的第一透镜共轴性标记130和第二主表面120的第二透镜共轴性标记140都与透镜100的机械轴170对准。这样对准可确保光轴(即,第一轴150和第二轴160)与机械轴170重合。在一个或多个透镜组成的系统中,每一个透镜的表面的对准可有助于减少图像处理误差,比如本领域中已知的彗形像差、像散、像场倾斜、偏轴像差以及其他像差。
在本发明的一些实施例中,第一主表面112的共轴性可与第二主表面120的共轴性进行比较以确定透镜100的曲线对曲线的偏轴性(curve to curve decentration)。该曲线对曲线的偏轴性能使用任何合适的技术来确定。
在透镜的制造过程中可能出现导致透镜的一个或两个表面偏离于透镜的机械轴的误差。例如,透镜100的第一主表面112和第二主表面120都偏离于机械轴170。优选的是本发明透镜具有至少一个沿着透镜的机械轴对中的透镜表面。更优选的是本发明透镜的两个表面都沿着透镜的机械轴对中。换句话说,优选的是第一主表面112的第一轴150(即,光轴)基本上与透镜100的机械轴170重合。类似地,优选的是第二轴160基本上与机械轴170重合。更优选的是第一轴150和第二轴160基本上都与机械轴170重合。换句话说,优选的是第一透镜共轴性标记130和第二透镜共轴性标记140都与机械轴170对准。
在图2B中,第一主表面112是偏轴的,从而第一轴150(即,第一主表面112的回转轴)不与机械轴170重合。因为第一透镜共轴性标记130位于第一主表面112的顶点152处,所以第一主表面112偏离机械轴170的总距离180可从第一透镜共轴性标记130的中心(即,顶点152)到机械轴170测得。该距离180是第二主表面112的偏轴量。类似地,第二主表面120的偏轴量182可从第二透镜共轴性标记140的中心(即,顶点162)到机械轴170测得。如前所述,优选的是第一主表面112的偏轴量180和第二主表面120的偏轴量182都尽可能小,以减少由于偏轴而导致光学像差的可能性。
本文所述的透镜可由任何合适的材料制成并使用任何合适的技术制造。优选的是利用了本发明的方法的透镜由聚合材料制成并使用注入模塑工艺制造。用于注入模塑透镜的装置的一个实施例如图3A-3B所述。一般地,用于注入模塑透镜的装置200包括置于两个压板250之间的模具210,这两个压板借助于夹具单元252压住模具210。可固化材料272以未加工形式被进给到料斗270中,该料斗将材料送入注射单元260中。包围注射单元260的加热带262加热可固化材料272直至它形成熔融形式274。该注射单元260把熔融材料274注入模具210中。
模具210包括一个或多个模具销220。每一个模具销220包括模具表面222,该模具表面222形成为用来形成想要的类型的透镜表面。例如,对于非球面透镜,模具表面222可包括通过使曲线围绕回转轴240旋转而形成的非球面。注射单元260将熔融材料274注入模具210中以后,熔融材料274被固化以形成透镜230。尽管图3A-3B描绘了用于注入模塑透镜的装置和技术的一个普通实施例,但本领域的技术人员会理解,本文所述的透镜以及形成和使用这些透镜的方法能利用本领域中已知的任何合适技术完成。
图4是根据本发明一个实施例的一个模具销300的横截面图。模具销300可与本领域中已知的任何合适的注入模塑装置(例如,图3A所示的装置200)一起使用。模具销300包括第一模具销表面310,该第一模具销表面310关于第一模具销轴350旋转对称。该模具销300可使用任何合适的材料制造,例如钢、铝、镍、不锈钢、铜合金等。第一模具销表面310可以是任何合适的形状以形成想要的透镜类型,例如凸的、凹的或平的。此外,凸表面和凹表面都可以采取球面或非球面的形状。
第一模具销表面310包括顶点352,在该顶点处第一模具销轴350与第一模具销表面310的外轮廓相交。第一模具销表面310还包括形成在顶点352处的第一模具共轴性标记330。该第一模具共轴性标记330可包括任何合适的形状,例如圆形、三角形、矩形。此外,第一模具共轴性标记330可以是从第一模具销表面310延伸的隆起或突起。或者,第一模具共轴性标记330可以是延伸入第一模具销表面310中的凹坑或凹陷。第一模具共轴性标记330一般是将要形成在将要利用模具销300制造的透镜的表面上的透镜共轴性标记(例如图1A-1B所示的透镜10的第一透镜共轴性标记30)的倒像。
第一模具共轴性标记330可以利用本领域中已知的任何合适的技术形成,例如雕刻、压印、蚀刻、激光烧蚀、真空镀膜等。优选的是第一模具共轴性标记330通过雕刻形成。例如,模具销300可被放置在旋转式卡盘上并当第一表面310与雕刻工具例如镶金刚石探针(diamond tipped probe)、工具钢、立方氮化硼等相接触时被驱动旋转。
在注入模塑工艺中,一个或两个模具销可具有模具共轴性标记,所述模具共轴性标记在销表面的顶点处形成。
能够使用几种方法测量透镜的一个或多个表面的共轴性。图5是根据本发明的共轴性测量系统400的一个实施例的示意图。该系统400包括围绕转轴442旋转的工作台440。该工作台440可顺时针或逆时针旋转。透镜410(例如,图2A所示的透镜100)被放置在工作台440上以便工作台440和透镜410都围绕转轴442旋转。
透镜410可类似于本文所述的其他透镜。透镜410包括第一主表面412、第二主表面420、外边缘414以及几何中心416。此外,第一主表面412包括位于透镜410的第一主表面顶点(未示出)处的第一透镜共轴性标记430。尽管透镜410被描绘成仅具有第一透镜共轴性标记430,但透镜410还可包括如本文进一步所述的第二主表面420上的第二透镜共轴性标记(例如,图2A-2B所示的透镜100的第二透镜共轴性标记140)。
邻近工作台440的是力矩指示器450。该力矩指示器450可以是任何合适的指示器,例如,由Mahr Federal公司(位于美国罗得岛州的普罗维登斯市)制造的Formscan 3100。当透镜410和工作台440旋转时力矩指示器450可操作来测量透镜410的偏移量(runout)。例如,力矩指示器450可包括弹簧支承探针,该探针接触透镜410并在透镜410旋转时检测透镜410在旋转面444内的运动。
系统400还包括显微镜460,该显微镜包括光源470。显微镜460可以是任何合适的显微镜,例如,放大100倍的显微镜,该显微镜具有带十字准线的目镜。此外,光源470可以是任何合适的用来照明透镜410以便在显微镜460中进行观察的光源,例如,具有光纤照明器的1/4英寸光纤束。显微镜460与光源470可一起操作来聚焦在透镜410的第一主表面412的第一共轴性标记430上。此外,如果透镜410包括第二主表面420上的第二透镜共轴性标记,那么显微镜460可操作来透过透镜410聚焦到第二透镜共轴性标记上。显微镜460可这样设置,使得它沿着工作台440的转轴442对准。显微镜460还可包括指示器(未示出),该指示器可操作来测量显微镜在平行于旋转面444的平面内移动的距离,如本文进一步所述。
现在参考图5-7说明用来测量包括至少一个透镜共轴性标记的透镜的共轴性的方法。包括第一主表面412上的第一透镜共轴性标记430的透镜410被放置在工作台440上。该透镜410相对于旋转面444调平。旋转面444垂直于转轴442。透镜410可使用本领域中已知的任何合适的技术来调平。此外,工作台440可包括用于辅助调平工作台440上的透镜410的机构。此外,装置400可包括辅助调平和对中工作台440上的透镜410的控制器和软件。
透镜410被这样放置,使得第一透镜共轴性标记430与工作台440的转轴442对准。可以采用任何合适的技术来使第一透镜共轴性标记430位于转轴442上。例如,透镜410可被放置在工作台440上,并且在通过显微镜460观察透镜410时使工作台440旋转。如果第一透镜共轴性标记430与转轴442对准,那么当透镜410和工作台440旋转时标记430将在旋转面444内基本上保持静止。但是,如果第一透镜共轴性标记430不保持静止,那么在工作台440上重新定位透镜410并当通过显微镜460观察透镜410时再次使透镜410和工作台440旋转。该过程可重复任何次数直到透镜410和工作台440旋转时第一透镜共轴性标记430在旋转面444内保持静止。
一旦透镜410被调平,透镜410和工作台440围绕转轴442旋转。当透镜410和工作台440旋转时,观察透镜410以评估透镜410的第一主表面412的共轴性。例如,力矩指示器450可测量透镜410旋转时透镜410在旋转面444内移动的距离。该距离可称为总指示偏移量(TIR)。如果顶点(由第一透镜共轴性标记430表示)与透镜410的机械轴(例如,图2B所示的机械轴170)对准,那么在透镜410旋转时透镜410不会在旋转面444内往复移动。换句话说,如果第一主表面412的回转轴(即,光轴)和机械轴基本上重合,那么第一主表面412的回转轴和机械轴都与转轴442基本上重合,并且透镜410会围绕转轴442旋转而没有任何偏移。
另一方面,如果透镜410的第一主表面412的转轴与机械轴基本不重合,那么当透镜410旋转时机械轴会围绕转轴442旋转,并且透镜410的外边缘414会在旋转面444内往复移动,即,透镜410将会表现出偏移。例如,在图6中,透镜410被绘制其在围绕转轴442的运动中的各种不同的位置处。透镜410a表示在T1时刻时的透镜410。在T1时刻,透镜410a包括第一透镜共轴性标记430和几何中心416a。在T2时刻,透镜410b已经移动到使外边缘414b离参考点452的距离为距离480。参考点452可以是固定在力矩指示器450上的点。在T2时刻,几何中心已从中心416a移动到中心416b,与此同时第一透镜共轴性标记430保持不动,因为第一透镜共轴性标记430与转轴442对准。在T3时刻,透镜410c已经从它在T2时的位置顺时针旋转到使透镜410c的外边缘414c离参考点452的距离为距离482。透镜410的几何中心已从中心416b移到中心416c。当透镜410旋转时几何中心的这种移动表示机械轴围绕转轴442旋转。几何中心416以及透镜410的外边缘414的这种移动表示透镜410的第一主表面412偏离于透镜的机械轴。
如图6所示,距离480是从透镜410的边缘414到参考点452的最小距离,而距离482是从边缘414到参考点452的最大距离。可通过使用本领域中已知的任何合适的技术来比较最大距离482和最小距离480来确定透镜410的总指示偏移量(TIR)。例如,可将最大距离482减去最小距离480以给出TIR 484。为了确定偏轴的量,将TIR分成两份。这给出了透镜410的第一主表面412的偏移量。
上述方法也可用来确定偏轴的方向以便可对模具进行调整。例如,图7表示图5-6所示的透镜410的另一个实施例,其中透镜410还包括浇注口突起418。所述浇注口突起418是在制造透镜410时由于注射模具装置的浇注口而形成的。该浇注口突起418可用作参考标记以确定透镜410偏轴的方向。尽管浇注口突起418可用作参考,但也可以使用其他技术来定义参考。
当透镜410和工作台440旋转时,操作员确定浇注口突起418的位置并将其设定为参考。然后力矩指示器450确定当透镜离参考点452的距离为最大距离482或最小距离480时偏离浇注口突起418的位置的偏移方向。
确定透镜410的偏移以及偏移位置后,可利用位于第二主表面420上的第二透镜共轴性标记(例如,图2A-2B所示透镜100的第二透镜共轴性标记140)来确定第二主表面420的共轴性。显微镜460透过透镜400的第一主表面410聚焦到第二主表面420上的第二透镜共轴性标记上,并且第二透镜共轴性标记被这样定位,使得它在转轴442上。然后重复上述方法来确定透镜410的第二主表面420的偏移。此外,也可利用本文所述的技术来确定第二主表面420偏移的方向。
现在参考图5说明用来确定具有至少一个透镜共轴性标记的透镜的一个或多个表面的共轴性的另一种方法。透镜410在工作台440上这样对中使得透镜的几何中心416与转轴442对准。可使用任何合适的技术在工作台440上机械地对中透镜。例如,美国专利No.5,835,208说明了一种用于机械地对中透镜的方法。显微镜460聚焦在第一透镜共轴性标记430上,使得显微镜460的十字准线对中在标记430上。使工作台440和透镜410旋转直到透镜410处在第一透镜位置上。如果第一主表面412偏轴,那么当透镜410和工作台440旋转时第一透镜共轴性标记430将偏离围绕转轴442的圆形轨道。与显微镜460通信的指示器(未示出)置零。透镜410和工作台440旋转至第二透镜位置处以使透镜410从第一透镜位置旋转大约180度。显微镜460从先前的位置移动到它的十字准线再次对中到第一透镜共轴性标记430上。利用指示器确定显微镜在第一透镜位置与第二透镜位置之间移动的距离。该距离是对应于透镜410的第一主表面412的TIR。然后可使该显微镜460透过第一主表面412聚焦到第二主表面420上的第二透镜共轴性标记上以便使用上述方法或本领域中已知的任何其他合适技术来确定第二主表面420的共轴性。
图8是根据本发明的透镜共轴性系统500的另一实施例的示意图。透镜共轴性系统500类似于图5所示的透镜共轴性系统400。例如,透镜共轴性系统500包括工作台590。具有至少一个透镜共轴性标记530的透镜510可被放置在工作台590的表面596上。系统500还包括显微镜560和光源570。
与显微镜560通信的是光学坐标测量机(CMM)580。CMM 580可以是本领域中已知的任何合适的CMM,例如,由奥智品光学仪器公司(位于美国纽约州罗彻斯特市)制造的Avant Apex视频测量系统(Avant Apex video measuring system)。CMM 580可操作来与显微镜560通信以使CMM 580能确定表面上一个或多个位置的坐标。可使用任何合适的坐标系,例如笛卡尔坐标系、极坐标系等。CMM 580可包括用于控制显微镜560并确定一个或多个位置的这些坐标的控制器和软件。
现在参考图8说明用于测量透镜的共轴性的方法。透镜510被这样放置在工作台590的表面596上的第一透镜位置处,使得第一透镜共轴性标记530面对显微镜560。透镜510可以这样放置,使得它的几何中心在工作台590上对中。优选的是透镜510在工作台590上这样对中,使得透镜510的几何中心能够用作参考以确定如本文所述的第一透镜共轴性标记530的位置。可使用透镜安装面来使透镜510在工作台590上对中,这些透镜安装面可以是透镜的横断面和透镜510的第二主表面520或透镜510的扁平边(edge flat)518。透镜510的横断面可以通过使透镜顶靠着柱子592放置来定位。尽管在图8中仅示出一个柱子592,但可以用两个或多个柱子592使透镜510在工作台590上对中。此外,可使用任何合适的柱子或其他设备来定位透镜510的横断面。或者,如果透镜510的第二主表面520是安装面,那么透镜510可放置在柱子594上以使透镜510相对于工作台590调平。尽管系统500利用了柱子592或者594来使透镜510在工作台590上对中,但可以使用任何合适的技术或设备来使透镜510对中。
CMM 580确定第一透镜共轴性标记530在该第一透镜位置处的第一位置。换句话说,CMM 580确定第一透镜共轴性标记530在第一透镜位置处的坐标并存储这些坐标以便随后参考。显微镜560可用来通过使显微镜560聚焦到标记530上而辅助CMM 580确定第一透镜共轴性标记530的第一位置。
然后透镜510被放置在第二透镜位置上。优选的是第二透镜位置是透镜510围绕透镜510的几何中心旋转大约180度以使透镜510在工作台590上对中。
透镜510被放置在第二透镜位置后,CMM 580通过找到第一透镜共轴性标记530的坐标来确定第一透镜共轴性标记530的第二位置。使用本领域中已知的任何合适的技术比较该第二位置和第一位置以确定透镜510的第一主表面512的TIR。如果第一透镜共轴性标记530与透镜510的机械轴对准,那么第一透镜共轴性标记530的第一位置和第二位置应该基本上相等。换句话说,第一透镜共轴性标记530在第一透镜位置处的坐标与第一透镜共轴性标记530在第二透镜位置处的坐标应该基本上相同。不过,如果这两组坐标不相同,那么CMM 580使用本领域中已知的技术确定第一主表面512的TIR。此外,CMM 580可操作来使用本文进一步所述的任何适当技术来确定第一主表面的任何TIR的方向。
也可使用上述技术来确定第二主表面520的共轴性。在一些实施例中,在透镜510处于第一透镜位置时第一透镜共轴性标记530与第二透镜共轴性标记540的坐标都能被确定,然后,当透镜510处在第二透镜位置时可确定标记530和标记540的坐标。
尽管上述方法应用于单个透镜,但这些方法也可用来确定光学组件中的两个或多个透镜相对于组件机械轴的共轴性。例如,具有长工作距离的物镜的显微镜可用来透过组件的两个或多个透镜而聚焦。该组件被这样安装在可调载物台上,使得每一个透镜的机械轴或光轴与显微镜的轴重合。如果透镜偏轴了,那么具体的透镜共轴性标记会偏离显微镜的十字准线。
本文所引用的所有参考文献和出版物在此以引用的方式全部清楚地并入本申请所公开的内容中。已讨论了本发明的示例性实施例并提及了在本发明范围内的可能的变更。本发明中的这些及其他变更和修改对本领域的技术人员是显而易见的,并且未脱离本发明的范围,应该理解的是本发明不限于本文所阐述的示例性实施例。因此,本发明仅通过以下提供的权利要求来限定。
Claims (10)
1.一种透镜,该透镜包括第一主表面和第二主表面,其中,所述第一主表面关于第一轴旋转对称,此外,所述第一主表面包括位于所述第一主表面与所述第一轴的交点处的第一透镜共轴性标记。
2.权利要求1所述的透镜,其中,所述透镜的第一主表面包括非球面形状。
3.权利要求2所述的透镜,其中,所述透镜的第二主表面包括非球面形状。
4.权利要求1所述的透镜,其中,所述透镜的第二主表面关于第二轴旋转对称,此外,所述透镜的第二主表面包括位于所述第二主表面与所述第二轴的交点处的第二透镜共轴性标记。
5.一种在透镜的至少一个表面上形成透镜共轴性标记的方法,该方法包括:
在透镜模具的第一表面上形成第一模具共轴性标记,其中,所述第一表面关于第一透镜模具轴旋转对称,所述第一模具共轴性标记被形成在所述第一透镜模具轴与所述透镜模具的第一表面的交点处;
用可固化材料填充所述透镜模具;以及
固化该材料以使所述第一模具共轴性标记在所述透镜的第一主表面上形成第一透镜共轴性标记。
6.权利要求5所述的方法,还包括在所述透镜模具的第二表面上形成第二模具共轴性标记,其中,所述第二表面关于第二透镜模具轴旋转对称,此外,所述第二模具共轴性标记被形成在所述第二透镜模具轴与所述透镜模具的第二表面的交点处,固化所述材料的步骤还包括固化所述材料以使第二模具共轴性标记在所述透镜的第二主表面上形成第二透镜共轴性标记。
7.一种测量透镜的共轴性的方法,该方法包括:
将所述透镜放置在工作台上,其中,该透镜包括第一主表面和第二主表面,所述第一主表面关于第一轴旋转对称,此外,所述第一主表面包括位于所述第一主表面与所述第一轴的交点处的第一透镜共轴性标记,将所述透镜放置在所述工作台上的步骤包括将所述透镜这样放置在所述工作台上以使所述第一透镜共轴性标记与所述工作台的转轴对准;
使所述透镜相对于旋转面调平,所述旋转面与所述工作台的转轴垂直;
使所述透镜围绕所述工作台的转轴旋转;以及
在旋转过程之中或之后观察所述透镜以评估所述透镜的第一主表面的共轴性。
8.权利要求7所述的方法,其中,评估所述透镜的第一主表面的共轴性的步骤包括:
当所述透镜旋转时测量从参考点到所述透镜的外边缘的最大距离;
当所述工作台和所述透镜旋转时测量从所述参考点到所述透镜的外边缘的最小距离;以及
比较该最小距离与该最大距离。
9.一种测量透镜的共轴性的方法,该方法包括:
将所述透镜放置在工作台上的第一透镜位置处,其中,所述透镜包括第一主表面和第二主表面,其中,所述第一主表面关于第一轴旋转对称,此外,所述第一主表面包括位于所述第一主表面与所述第一轴的交点处的第一透镜共轴性标记;
当所述透镜处在所述第一透镜位置时确定所述第一透镜共轴性标记的第一位置;
将所述透镜放置在第二透镜位置;
当所述透镜处在所述第二透镜位置时确定所述第一透镜共轴性标记的第二位置;以及
比较所述第一透镜共轴性标记的第一位置和所述第一透镜共轴性标记的第二位置。
10.权利要求9所述的方法,其中,比较所述第一透镜共轴性标记的第一位置和所述第一透镜共轴性标记的第二位置的步骤包括测量所述第一透镜共轴性标记的第一位置与所述第一透镜共轴性标记的第二位置之间的距离。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/615,663 US6951392B2 (en) | 2003-07-09 | 2003-07-09 | Lens having at least one lens centration mark and methods of making and using same |
| US10/615,663 | 2003-07-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1819894A CN1819894A (zh) | 2006-08-16 |
| CN100540216C true CN100540216C (zh) | 2009-09-16 |
Family
ID=33564608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004800196702A Expired - Fee Related CN100540216C (zh) | 2003-07-09 | 2004-05-28 | 具有至少一个透镜共轴性标记的透镜及其制造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US6951392B2 (zh) |
| EP (1) | EP1641594A1 (zh) |
| JP (1) | JP2007519020A (zh) |
| KR (1) | KR20060037325A (zh) |
| CN (1) | CN100540216C (zh) |
| MX (1) | MXPA06000224A (zh) |
| TW (1) | TW200529970A (zh) |
| WO (1) | WO2005009683A1 (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120016349A1 (en) | 2001-01-29 | 2012-01-19 | Amo Development, Llc. | Hybrid ophthalmic interface apparatus and method of interfacing a surgical laser with an eye |
| US20080071254A1 (en) | 2001-01-29 | 2008-03-20 | Advanced Medical Optics, Inc. | Ophthalmic interface apparatus and system and method of interfacing a surgical laser with an eye |
| JP4672407B2 (ja) * | 2005-03-18 | 2011-04-20 | 富士フイルム株式会社 | プラスチックレンズ及びその製造方法と製造装置 |
| JP4758143B2 (ja) * | 2005-05-31 | 2011-08-24 | セイコーオプティカルプロダクツ株式会社 | 眼鏡レンズおよび眼鏡 |
| US20070035695A1 (en) * | 2005-08-11 | 2007-02-15 | Ronald Krefman | Improved reading eyeglasses |
| WO2007092550A2 (en) * | 2006-02-08 | 2007-08-16 | Coopervision Inc. | Corneal onlays and related methods |
| GB0608258D0 (en) * | 2006-04-26 | 2006-06-07 | Perkinelmer Singapore Pte Ltd | Spectroscopy using attenuated total internal reflectance (ATR) |
| DE102006052047A1 (de) * | 2006-11-04 | 2008-05-08 | Trioptics Gmbh | Verfahren und Vorrichtung zur Bestimmung der Lage einer Symmetrieachse einer asphärischen Linsenfläche |
| WO2008052701A1 (de) * | 2006-11-04 | 2008-05-08 | Trioptics Gmbh | Verfahren und vorrichtung zur bestimmung der lage einer symmetrieachse einer asphärischen linsenfläche |
| US7857463B2 (en) * | 2007-03-29 | 2010-12-28 | Texas Instruments Incorporated | Optical system for a thin, low-chin, projection television |
| DE102007063787B3 (de) | 2007-08-09 | 2018-06-21 | Carl Zeiss Vision Gmbh | Brillenglas sowie Verfahren zu dessen Herstellung |
| DE102007037730B4 (de) * | 2007-08-09 | 2017-10-05 | Carl Zeiss Vision Gmbh | Brillenglas, Verfahren zu dessen Herstellung und Verfahren zu dessen Positionierung |
| US8654194B2 (en) * | 2009-03-06 | 2014-02-18 | Panasonic Corporation | Distance measuring device and method for manufacturing same |
| JP2010230578A (ja) * | 2009-03-27 | 2010-10-14 | Fujifilm Corp | 偏芯量測定方法 |
| EP2485078A4 (en) * | 2009-09-30 | 2014-09-10 | Konica Minolta Opto Inc | LENS CONSTRUCTION PROCESS, LENS STRUCTURE AND IMAGE ASSEMBLY WITH LENS STRUCTURE |
| JP5470078B2 (ja) * | 2010-02-10 | 2014-04-16 | 株式会社ニコン・エシロール | 眼鏡レンズの製造方法 |
| CN103998181B (zh) * | 2011-12-15 | 2017-04-12 | 依视路国际集团(光学总公司) | 预锻光学透镜的方法 |
| CN104023959B (zh) | 2011-12-31 | 2016-08-03 | 诺华股份有限公司 | 具有识别标记的接触透镜 |
| KR20150086271A (ko) * | 2012-11-19 | 2015-07-27 | 에씰로아 인터내셔날(콩파니에 제네랄 도프티크) | 광학 렌즈 제조 방법 |
| JP6590698B2 (ja) * | 2012-11-19 | 2019-10-16 | エシロール エンテルナショナル | 光学レンズ製造方法 |
| WO2014098075A1 (ja) * | 2012-12-18 | 2014-06-26 | コニカミノルタ株式会社 | 積層レンズアレイ、積層レンズアレイの製造方法、及び積層レンズの製造方法 |
| JP5820957B2 (ja) * | 2013-03-27 | 2015-11-24 | 富士フイルム株式会社 | 光学レンズ、レンズユニット、撮像モジュール、電子機器、及び光学レンズの製造方法、レンズ成形型、レンズ成形型の形状補正方法 |
| JP6186868B2 (ja) * | 2013-05-10 | 2017-08-30 | 住友電気工業株式会社 | レンズ部品 |
| WO2015000758A1 (en) * | 2013-07-01 | 2015-01-08 | Essilor International (Compagnie Générale d'Optique) | A method of and an apparatus for manufacturing an optical lens |
| KR20150145107A (ko) * | 2014-06-18 | 2015-12-29 | 삼성전자주식회사 | 렌즈, 이의 편심 측정방법, 광주사장치, 및 전자사진방식의 화상형성장치 |
| US9834967B2 (en) | 2015-12-15 | 2017-12-05 | Electrolux Home Products, Inc. | Hinge constructions |
| US20190243031A1 (en) * | 2018-02-05 | 2019-08-08 | Bobby Gene Burrough | Lens with Protective Contact Surfaces |
| TWI756521B (zh) * | 2018-03-29 | 2022-03-01 | 大陸商寧波舜宇光電信息有限公司 | 光學鏡頭、攝像模組及其組裝方法 |
| US11485665B2 (en) * | 2019-03-22 | 2022-11-01 | Meta Platforms Technologies LLC | Mould pair having alignment surfaces |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3737238A (en) * | 1970-11-28 | 1973-06-05 | Wernicke & Co Kg | Devices for centering spectacle lenses |
| US4257692A (en) * | 1977-10-14 | 1981-03-24 | Essilor International "Cie Generale D'optique | Method of marking ophthalmic lenses of organic material and lenses so marked |
| US5503694A (en) * | 1992-09-16 | 1996-04-02 | Abrams; Herbert M. | Method of mounting rear eyeglass lens on laminating holder and engaging rear lens with front lens for forming composite eyeglass lens |
| US5835208A (en) * | 1997-05-27 | 1998-11-10 | Raytheon Company | Apparatus to measure wedge and centering error in optical elements |
| EP0947872A1 (en) * | 1998-03-31 | 1999-10-06 | JOHNSON & JOHNSON VISION PRODUCTS, INC. | Contact lenses bearing marks |
| EP0949528A2 (en) * | 1998-04-08 | 1999-10-13 | Menicon Co., Ltd. | Trial lens |
| EP1158339A1 (en) * | 2000-05-25 | 2001-11-28 | Wesley Jessen Corporation | Contact lens with moulded inversion mark |
| CN1359019A (zh) * | 2000-12-11 | 2002-07-17 | 保谷株式会社 | 眼镜片加工方法、检片计和带检片计等的眼镜片加工装置 |
| CN1418152A (zh) * | 2000-03-13 | 2003-05-14 | 埃西勒国际通用光学公司 | 在低表面能量的眼镜片表面制作标记的方法和设备 |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2155388A (en) * | 1984-03-09 | 1985-09-25 | Philips Electronic Associated | Moulding an accurately centred lens surface |
| US5253038A (en) * | 1986-03-03 | 1993-10-12 | U.S. Philips Corp. | Interferometric device for detecting a centering error |
| US4693573A (en) * | 1986-03-10 | 1987-09-15 | Georges Zoueki | Universal frame centering, holding and measuring device |
| JPH01219703A (ja) | 1988-02-29 | 1989-09-01 | Toshiba Corp | 非球面プラスチックレンズ及びその製造方法 |
| JPH02306440A (ja) | 1989-05-19 | 1990-12-19 | Nec Home Electron Ltd | 光ヘッド用対物レンズおよび光ヘッド |
| US5151870A (en) * | 1989-11-17 | 1992-09-29 | Illinois Tool Works Inc. | Apparatus and method for determining a center and measuring with reference thereto |
| US5224272A (en) * | 1991-10-11 | 1993-07-06 | General Electric Company | Rotary runout measuring system |
| US5309283A (en) * | 1993-03-30 | 1994-05-03 | U.S. Precision Lens Incorporated | Hybrid, color-corrected, projection TV lens system |
| US5402193A (en) * | 1993-08-30 | 1995-03-28 | Optical Gaging Products, Inc. | Method and means for projecting images in a contour projector |
| US5389774A (en) * | 1993-11-08 | 1995-02-14 | Optical Gaging Products, Inc. | Method and means for calibrating the magnification of zoom optical systems using reticle images |
| US5402192A (en) * | 1994-08-24 | 1995-03-28 | Optical Gaging Products, Inc. | Simplified mirror system for contour projector |
| US5523583A (en) * | 1995-04-03 | 1996-06-04 | Optical Gaging Products, Inc. | Telecentric variable magnification optical system for video based inspection system |
| US5668665A (en) * | 1995-07-10 | 1997-09-16 | Optical Gaging Products, Inc. | Telecentric, parfocal, multiple magnification optical system for videoinspection apparatus |
| US5619031A (en) * | 1995-11-15 | 1997-04-08 | Optical Gaging Products, Inc. | Variable magnification apparatus for reticle projection system |
| US5690417A (en) * | 1996-05-13 | 1997-11-25 | Optical Gaging Products, Inc. | Surface illuminator with means for adjusting orientation and inclination of incident illumination |
| JPH1078566A (ja) * | 1996-09-05 | 1998-03-24 | Asahi Optical Co Ltd | 眼鏡レンズ |
| US5832107A (en) * | 1996-09-19 | 1998-11-03 | Optical Gaging Products, Inc. | Optical system for stereoscopically measuring feature heights based on lateral image offsets |
| US5711610A (en) * | 1997-02-21 | 1998-01-27 | Optical Gaging Products, Inc. | Bearing assembly for linear bearing slide |
| JPH11108793A (ja) * | 1997-09-30 | 1999-04-23 | Canon Inc | レンズ偏心測定方法およびレンズ偏心測定装置 |
| US5897195A (en) * | 1997-12-09 | 1999-04-27 | Optical Gaging, Products, Inc. | Oblique led illuminator device |
| US5993009A (en) * | 1998-03-16 | 1999-11-30 | Optical Gaging Products, Inc. | Multiple magnification contour projector |
| US6072569A (en) * | 1998-06-09 | 2000-06-06 | Eastman Kodak Company | Apparatus and a method for measurement of wedge in optical components |
| US6179439B1 (en) * | 1998-06-10 | 2001-01-30 | Optical Gaging Products, Inc. | High-incidence programmable surface illuminator for video inspection systems |
| JP3890771B2 (ja) | 1998-09-29 | 2007-03-07 | セイコーエプソン株式会社 | 両面非球面眼鏡レンズ |
| JP3290631B2 (ja) * | 1998-10-02 | 2002-06-10 | キヤノン株式会社 | 光学ユニット、光学ユニットの製造方法、光学ユニットを用いた光学系、光学ユニットを用いた露光装置及びこの露光装置を用いたデバイスの製造方法 |
| US6222621B1 (en) * | 1998-10-12 | 2001-04-24 | Hoyo Corporation | Spectacle lens evaluation method and evaluation device |
| US6161940A (en) * | 1998-11-05 | 2000-12-19 | Optical Gaging Products, Inc. | Large area collimated substage illuminators for gaging applications |
| US6518996B1 (en) * | 1999-02-22 | 2003-02-11 | Optical Gaging Products, Inc. | Compact video inspection apparatus with Y, Z, X compounded measurement axes |
| US6292306B1 (en) * | 1999-05-19 | 2001-09-18 | Optical Gaging Products, Inc. | Telecentric zoom lens system for video based inspection system |
| JP4166397B2 (ja) * | 2000-01-13 | 2008-10-15 | アルプス電気株式会社 | 光学部材の製造方法 |
| US6362882B1 (en) * | 2000-01-24 | 2002-03-26 | Optical Gaging Products, Inc. | Reticle projection system for video inspection apparatus |
| WO2001088654A2 (en) * | 2000-05-18 | 2001-11-22 | Visionix Ltd. | Spectacles fitting system and fitting methods |
| US6507705B1 (en) * | 2000-07-03 | 2003-01-14 | Optical Gaging Products, Inc. | Guiding mechanism for moving parts in zoom lens |
| JP3802319B2 (ja) * | 2000-07-06 | 2006-07-26 | Hoya株式会社 | 眼鏡レンズ用画像撮像装置のレンズ保持装置 |
| US6488398B1 (en) * | 2000-10-23 | 2002-12-03 | Optical Gaging Products, Inc. | Variable F/number substage illuminator for multiple magnification and zoom telecentric system |
| US6791629B2 (en) | 2000-11-09 | 2004-09-14 | 3M Innovative Properties Company | Lens systems for projection televisions |
| DE10059023A1 (de) * | 2000-11-28 | 2002-06-06 | Rodenstock Optik G | Progressives Brillenglas für große und mittlere Objektentfernungen |
| JP4442846B2 (ja) * | 2000-12-15 | 2010-03-31 | 株式会社トプコン | 眼鏡レンズの加工発注システム |
| DE10133617B4 (de) * | 2001-07-13 | 2008-01-03 | Rodenstock Gmbh | Progressives Brillenglas mit echter kurzer Progression |
-
2003
- 2003-07-09 US US10/615,663 patent/US6951392B2/en not_active Expired - Fee Related
-
2004
- 2004-05-28 KR KR1020067000283A patent/KR20060037325A/ko not_active Application Discontinuation
- 2004-05-28 WO PCT/US2004/017232 patent/WO2005009683A1/en active Search and Examination
- 2004-05-28 MX MXPA06000224A patent/MXPA06000224A/es not_active Application Discontinuation
- 2004-05-28 CN CNB2004800196702A patent/CN100540216C/zh not_active Expired - Fee Related
- 2004-05-28 EP EP04753952A patent/EP1641594A1/en not_active Withdrawn
- 2004-05-28 JP JP2006518628A patent/JP2007519020A/ja active Pending
- 2004-06-09 TW TW093116595A patent/TW200529970A/zh unknown
-
2005
- 2005-07-14 US US11/181,200 patent/US7350915B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3737238A (en) * | 1970-11-28 | 1973-06-05 | Wernicke & Co Kg | Devices for centering spectacle lenses |
| US4257692A (en) * | 1977-10-14 | 1981-03-24 | Essilor International "Cie Generale D'optique | Method of marking ophthalmic lenses of organic material and lenses so marked |
| US5503694A (en) * | 1992-09-16 | 1996-04-02 | Abrams; Herbert M. | Method of mounting rear eyeglass lens on laminating holder and engaging rear lens with front lens for forming composite eyeglass lens |
| US5835208A (en) * | 1997-05-27 | 1998-11-10 | Raytheon Company | Apparatus to measure wedge and centering error in optical elements |
| EP0947872A1 (en) * | 1998-03-31 | 1999-10-06 | JOHNSON & JOHNSON VISION PRODUCTS, INC. | Contact lenses bearing marks |
| EP0949528A2 (en) * | 1998-04-08 | 1999-10-13 | Menicon Co., Ltd. | Trial lens |
| CN1418152A (zh) * | 2000-03-13 | 2003-05-14 | 埃西勒国际通用光学公司 | 在低表面能量的眼镜片表面制作标记的方法和设备 |
| EP1158339A1 (en) * | 2000-05-25 | 2001-11-28 | Wesley Jessen Corporation | Contact lens with moulded inversion mark |
| CN1359019A (zh) * | 2000-12-11 | 2002-07-17 | 保谷株式会社 | 眼镜片加工方法、检片计和带检片计等的眼镜片加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1641594A1 (en) | 2006-04-05 |
| US7350915B2 (en) | 2008-04-01 |
| TW200529970A (en) | 2005-09-16 |
| JP2007519020A (ja) | 2007-07-12 |
| CN1819894A (zh) | 2006-08-16 |
| US20050007547A1 (en) | 2005-01-13 |
| KR20060037325A (ko) | 2006-05-03 |
| MXPA06000224A (es) | 2006-03-21 |
| WO2005009683A1 (en) | 2005-02-03 |
| US6951392B2 (en) | 2005-10-04 |
| US20050248724A1 (en) | 2005-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100540216C (zh) | 具有至少一个透镜共轴性标记的透镜及其制造方法 | |
| US6597510B2 (en) | Methods and apparatus for making optical devices including microlens arrays | |
| JP4326176B2 (ja) | マイクロレンズアレー用モールド型を製造する方法 | |
| US10456885B2 (en) | Method for providing a referencing element to an optical lens member | |
| TW515752B (en) | Apparatus and method for making a double-sided microlens mold and microlens array mold | |
| Scheiding et al. | Diamond milling or turning for the fabrication of micro lens arrays: comparing different diamond machining technologies | |
| US20050046792A1 (en) | Manufacturing method of spectacle lens, marking apparatus, marking system and spectacle lens | |
| CN105108347A (zh) | 一种准分子激光旋转刻蚀快速制作有机玻璃曲率可调微透镜的方法 | |
| JP2004530138A (ja) | 心出し駆動ピンを自動的に位置決めする装置を備えた眼鏡レンズの特性を自動的に決定する装置 | |
| US5960550A (en) | Device and method for marking ophthalmic lenses and molds | |
| TW523459B (en) | Method of manufacturing a microlens and a microlens array | |
| JP2002144348A (ja) | 精密モールド型を製造する方法 | |
| US11485665B2 (en) | Mould pair having alignment surfaces | |
| TW568806B (en) | Apparatus for forming a microlens array mold | |
| US20060250931A1 (en) | Optical lens and method of manufacturing the same | |
| US7327522B2 (en) | Optical lens and method of manufacturing the same | |
| JPWO2014157003A1 (ja) | 光学レンズ、レンズユニット、撮像モジュール、電子機器、及び光学レンズの製造方法、レンズ成形型、レンズ成形型の形状補正方法 | |
| Davis et al. | Machining and metrology systems for free-form laser printer mirrors | |
| CN216925532U (zh) | 自由曲面镜片曲率测量装置 | |
| US20220357503A1 (en) | Method for manufacturing a set of optical guide microstructures | |
| CN209117900U (zh) | 一种逆反射体制造设备 | |
| CN108472833B (zh) | 镜片成形模的制造方法、眼镜镜片的制造方法及眼镜镜片 | |
| KR100232407B1 (ko) | 정밀 구면경의 제조방법 | |
| Scheiding et al. | Micro Lens Array Milling on Large Wafers: More Design Freedom for Micro Optics—Aspheric Lenslets with Imaging Quality | |
| CN109507768A (zh) | 微尺度光学结构加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090916 Termination date: 20110528 |